What did you do Today 2024
What did you do Today 2024
- This topic has 529 replies, 76 voices, and was last updated 27 December 2024 at 13:59 by
 Dalboy.
Dalboy.


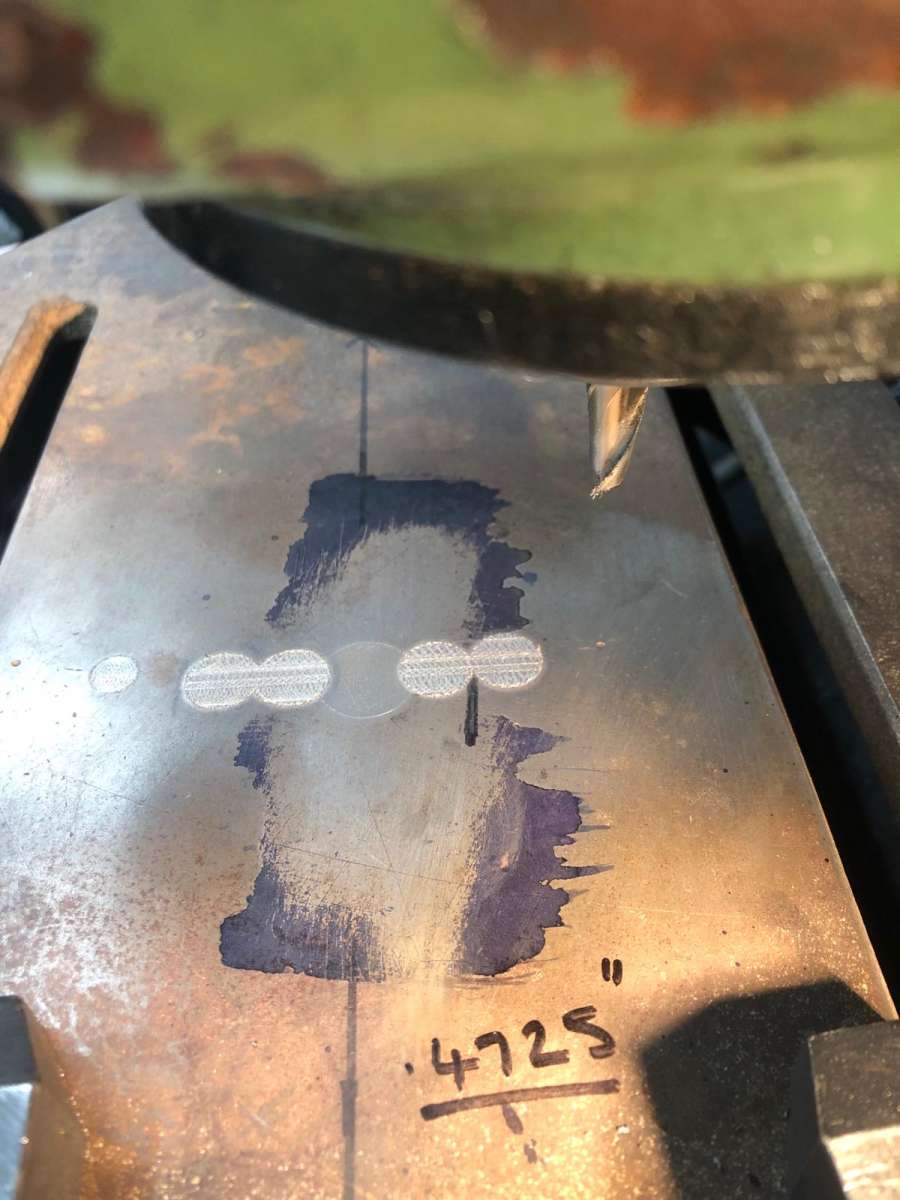 Bought a very cheap Meddings drill from Facebook marketplace , lots of surface rust a smile of shame on the table and the safety collar that fits under the head is cracked, otherwise very little used. The Meddings table shouldn’t have a centre hole, someone had thoughtfully drilled one in, but not central to the table clamp slots. Decided it couldn’t be lived with so spent the afternoon giving the table a little TLC, slot drilled holes 5/16″ deep and plugged with little slugs of cast iron. Slugs went into the freezer for a while and tapped in, machined off as near to the table as I dared, filed and oilstoned flat. Doesn’t look too bad, not perfect but much better than before, pleasant afternoons work. Next job fabricate a new safety clamp, there’s one on ebay for sale, but it’s the same price as paid for the machine!
Bought a very cheap Meddings drill from Facebook marketplace , lots of surface rust a smile of shame on the table and the safety collar that fits under the head is cracked, otherwise very little used. The Meddings table shouldn’t have a centre hole, someone had thoughtfully drilled one in, but not central to the table clamp slots. Decided it couldn’t be lived with so spent the afternoon giving the table a little TLC, slot drilled holes 5/16″ deep and plugged with little slugs of cast iron. Slugs went into the freezer for a while and tapped in, machined off as near to the table as I dared, filed and oilstoned flat. Doesn’t look too bad, not perfect but much better than before, pleasant afternoons work. Next job fabricate a new safety clamp, there’s one on ebay for sale, but it’s the same price as paid for the machine! 
![PHOTO-2024-03-31-21-08-26[3819]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/723599/lm8xtk5ctny3k62gg7kxg7cksqchom5e.jpg)
 Finished rebuilding the Meddings drill I posted about the table repair a couple of weeks ago, photo at top is as bought but after table repair. Colour is quite a bit brighter than expected, probably through ordering from a tiny colour card swatch, grows on you. Very enjoyable job all round, had never dismantled a drill chuck before and after watching a sensible youtube video it turned out to be easy and worthwhile. Just got to tidy up and wipe the spray dust off everything and it’s back to the loco. But there is now a little Kennedy saw waiting in the wings….
Finished rebuilding the Meddings drill I posted about the table repair a couple of weeks ago, photo at top is as bought but after table repair. Colour is quite a bit brighter than expected, probably through ordering from a tiny colour card swatch, grows on you. Very enjoyable job all round, had never dismantled a drill chuck before and after watching a sensible youtube video it turned out to be easy and worthwhile. Just got to tidy up and wipe the spray dust off everything and it’s back to the loco. But there is now a little Kennedy saw waiting in the wings….






- The topic ‘What did you do Today 2024’ is closed to new replies.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
J&S grinder – belt which way ?
Started by:
gerry madden
in: Manual machine tools
- 6
-
2 July 2025 at 14:58
Bazyle
-
Twin Engineering’s heavy mill/drill quill removal
Started by:
Martin of Wick
in: Manual machine tools
- 8
-
2 July 2025 at 14:48
Clive Foster
-
Speed camera
1
2
Started by:
David George 1
in: The Tea Room
- 20
-
2 July 2025 at 14:44
Colin Bishop
-
Injectors
Started by:
pansy123
in: General Questions
- 1
-
2 July 2025 at 13:52
pansy123
-
Motor won’t start
Started by:
Rowan Sylvester-Bradley
in: Beginners questions
- 8
-
2 July 2025 at 13:43
Bazyle
-
Pattern Makers Vice
Started by:
Vic
in: The Tea Room
- 5
-
2 July 2025 at 12:28
peak4
-
Meddings MF4 Manual
Started by:
Richard Kirkman 1
in: Help and Assistance! (Offered or Wanted)
- 11
-
2 July 2025 at 11:07
bernard towers
-
IME Watchmakers lathe
Started by:
Greensands
in: Manual machine tools
- 11
-
1 July 2025 at 21:41
Dave S
-
Request for a Slot to be Milled in a Shaft
Started by:
James Alford
in: Help and Assistance! (Offered or Wanted)
- 9
-
1 July 2025 at 21:03
bernard towers
-
Bearing boxes for ball race
Started by:
Paul McDonough
in: Beginners questions
- 9
-
1 July 2025 at 21:02
Paul McDonough
-
The Stevenson Trophy – Entries Invited
Started by:
Neil Wyatt
in: Website Announcements
- 1
-
1 July 2025 at 18:44
Neil Wyatt
-
The Bradford Cup – Nominations Wanted
Started by:
Neil Wyatt
in: Website Announcements
- 1
-
1 July 2025 at 18:41
Neil Wyatt
-
FreeCAD v1.0 tutorials
1
2
3
Started by:
Michael Gilligan
in: CAD – Technical drawing & design
- 12
-
1 July 2025 at 18:31
Speedy Builder5
-
Haining vertical dairy engine boiler.
Started by:
apprentice
in: Beginners questions
- 2
-
1 July 2025 at 18:26
JasonB
-
All things Beaver Mill
1
2
…
8
9
Started by:
Robert James 3
in: Manual machine tools
- 43
-
1 July 2025 at 18:22
Charles Lamont
-
Dial test indicator vs Dial indicator
Started by:
martian
in: Workshop Tools and Tooling
- 17
-
1 July 2025 at 16:59
Clive Foster
-
Help for DIY lathe build.
1
2
Started by:
moogie
in: Help and Assistance! (Offered or Wanted)
- 16
-
1 July 2025 at 15:21
David Senior
-
Firth Valve Gear
Started by:
Andy Stopford
in: Traction engines
- 9
-
1 July 2025 at 12:59
Nigel Graham 2
-
M type top slide conversion??
Started by:
jimmyjaffa
in: Beginners questions
- 7
-
1 July 2025 at 11:35
David George 1
-
Offen screw type telescopic gauge.
Started by:
Graeme Seed
in: Workshop Tools and Tooling
- 4
-
1 July 2025 at 10:41
Graeme Seed
-
2 Machine lights
Started by:
modeng2000
in: Workshop Tools and Tooling
- 2
-
1 July 2025 at 08:57
Dalboy
-
New member looking for help
Started by:
manfromthemist
in: Introduce Yourself – New members start here!
- 11
-
1 July 2025 at 08:19
Juddy
-
Wiring up a single phase AC motor with 4 wires
Started by:
ell81
in: Beginners questions
- 6
-
30 June 2025 at 19:49
Howard Lewis
-
New (old!) member
Started by:
iansoady
in: Introduce Yourself – New members start here!
- 3
-
30 June 2025 at 19:30
Howard Lewis
-
Boiler Design – issue 4765
1
2
…
7
8
Started by:
Charles Lamont
in: Model Engineer & Workshop
- 26
-
30 June 2025 at 12:58
Paul Kemp
-
J&S grinder – belt which way ?


