Hi All
It’s been a while since I updated the Mineral Casting method Worden tool and cutter grinder. The good news it has proven without doubt the kind of rigidity you can expect from this method of construction. The movement of the table carriage feels more like a lathe saddle than a grinder there is no perceptible movement. When the tool is finished I will document it formally.
The bill of materials: So far all from the scrap bin except for a Litre and a bit of epoxy, Cost about 30 dollars and a bag of aggregate and a bag of sand; total cost $14 from a garden supply. It looks like the only steel to be purchased will be the Table piece but I am still rummaging, also some M8 hex cap screws to replace the machine screws currently holding the bearing rail blocks.
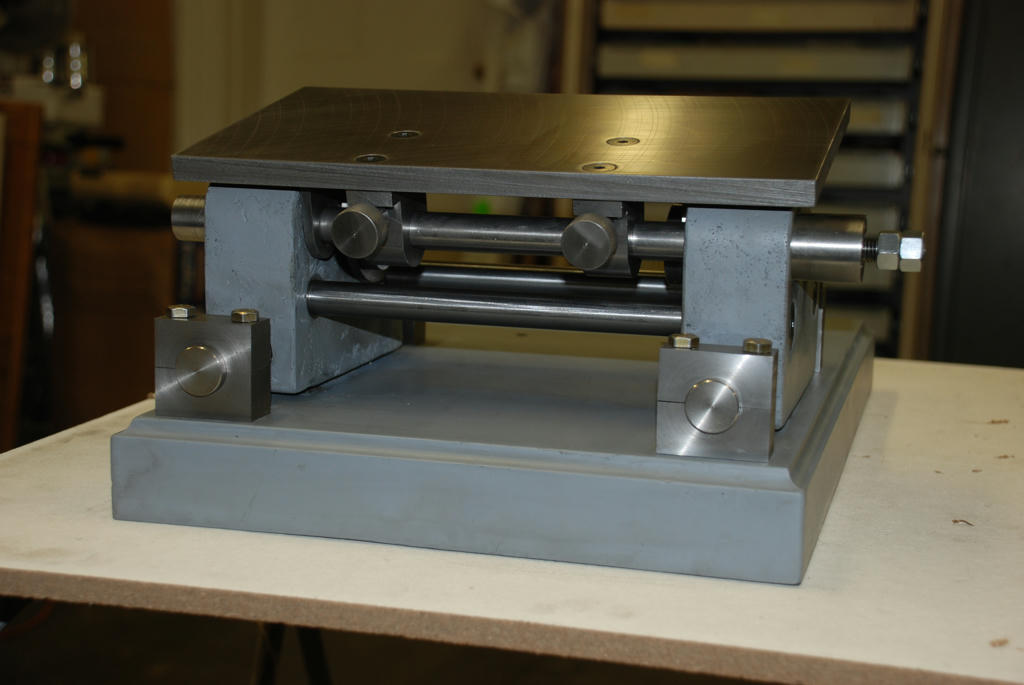
To this point The x axis table movement is complete; it is not obvious from the photos but the front top bar that will carry the table pivot brackets can move laterally a distance of 25mm left or right a total of 50mm. The table itself can also move independently upon releasing the two lock nuts (See previous photos). At the opposite end the shaft is bored for a long spring to preload the feed screw. Similar to the way the Quorn feed is arranged although the Quorn does not have a bored shaft the screw bears against the shaft.
I am considering adding stops and a lever for quick action on saws and cutters. In particular the draw full inch bore milling cutters I have not been able to sharpen. I plan to sit them on the table in the horisontal position on a locating arbor, and index them against a spring stop finger as is the norm. A lever action would speed the process. There should be no chatter the machine is rock solid.
The y axis in feed not yet built will make precise adjustment of the depth of cut very easy. This is where this design is quite different from the original the entire table can be precisely located in the X and y plane. Attachments can be simplified in some cases avoiding the need for a feed mechanism.
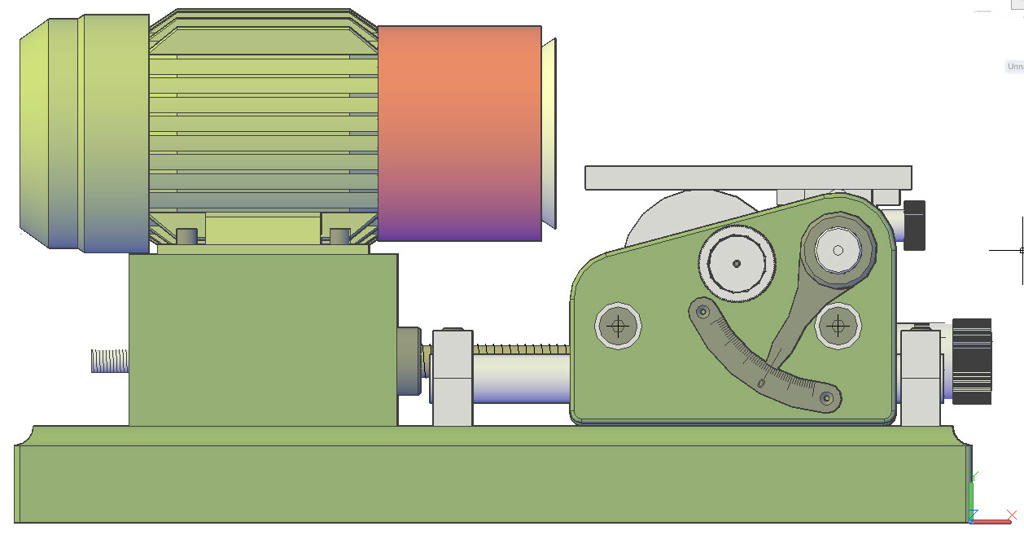
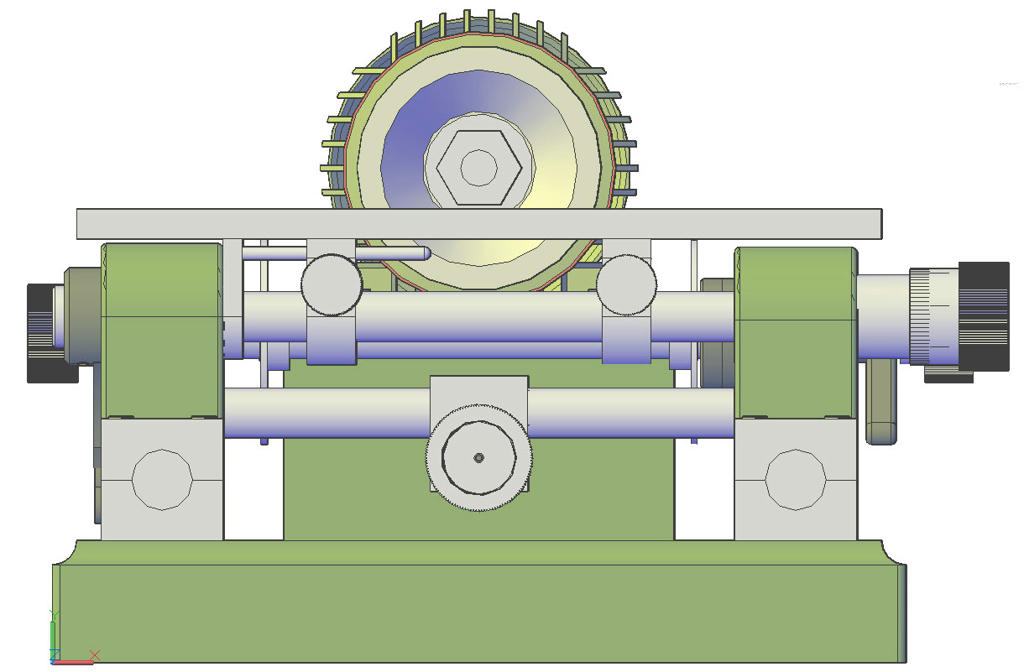
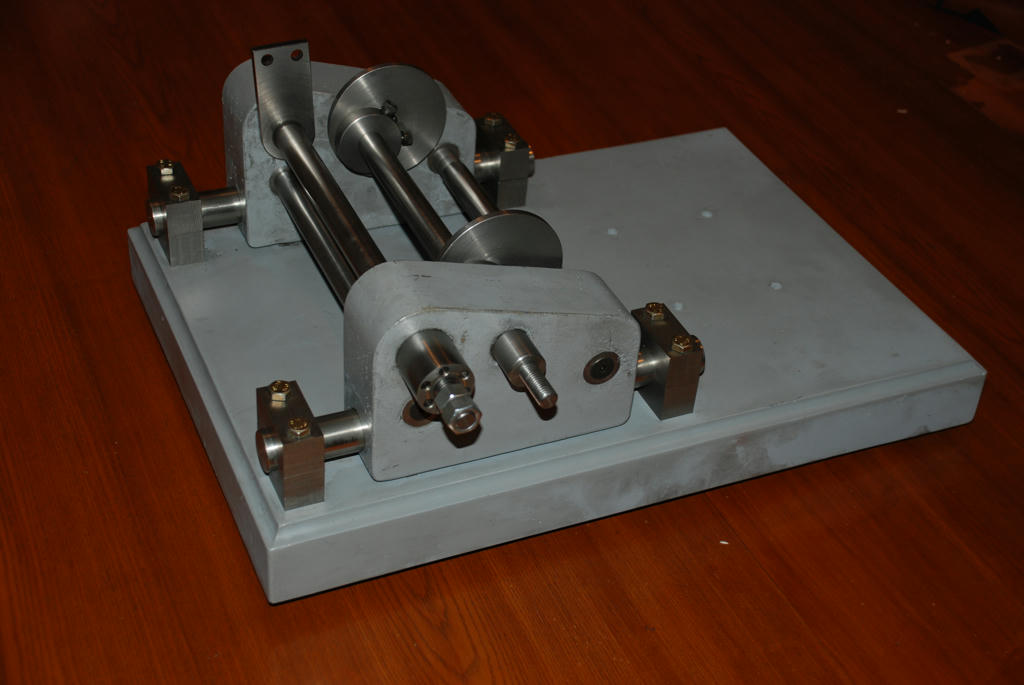
The turned boss bolted to the right hand casting with a projecting screw is the x axis control. The screw itself is fixed within the boss, the movement being obtained by an M12 threaded hole in the end of the shaft that engaged the threaded shaft. This keeps the mechanism completely internal and away from grinding dust.
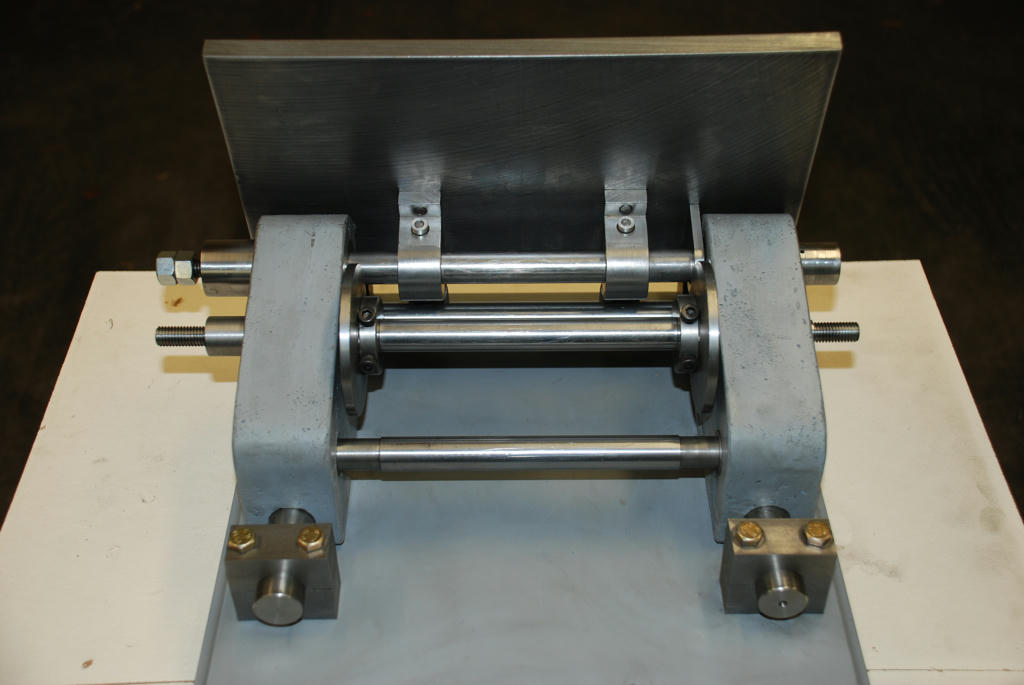
The arm pointing upwards from the top shaft abutting the left hand casting is to transfer the angle of the table to the table angle pointer that will be fitted to the outside of the left casting…You can see it in the photos of the earlier posts. This part is not finished the two holes and a section of it will be cut off. It is just a convenient piece of scrap that was to hand. Because this piece needs to be exactly in line with the top of the table support brackets I will not trim it until the brackets are done.
The table lift cams are complete as well as a secure brake to hold them in position. The plain turned M12 nut in the photo will have a lever with a bored hole that can clamp on the turned nut. This will provide adjustment of the clamped position.
Engaging that nut pulls the cam bar to the right, the cam itself sits against a shoulder to stop it sliding along the bar the other side of the cam is forced against a 45mm hollowed out disk attached to the casting, effectively forming a small disk brake. A half turn on the M12 nut and I was unable to move the cams.
The next step is the table and brackets. As no one has posted the dimensions of a warden table I will just make it as is if anyone builds the machine by this method they will have to adapt any attachments they may build to fit this table as the position of the radius clamping Arc and the centre point is unlikely to fit.
The motor mount is still a work in progress; I think it should be possible to rotate the motor. Even as much as 90 degrees? Any comments would be welcome.
There was some discussion re Epoxy a few posts ago, Has anyone found a reasonably priced source of supply for the UK?
There are a few photos below the captions should be fairly self explanatory.
Cheers
John
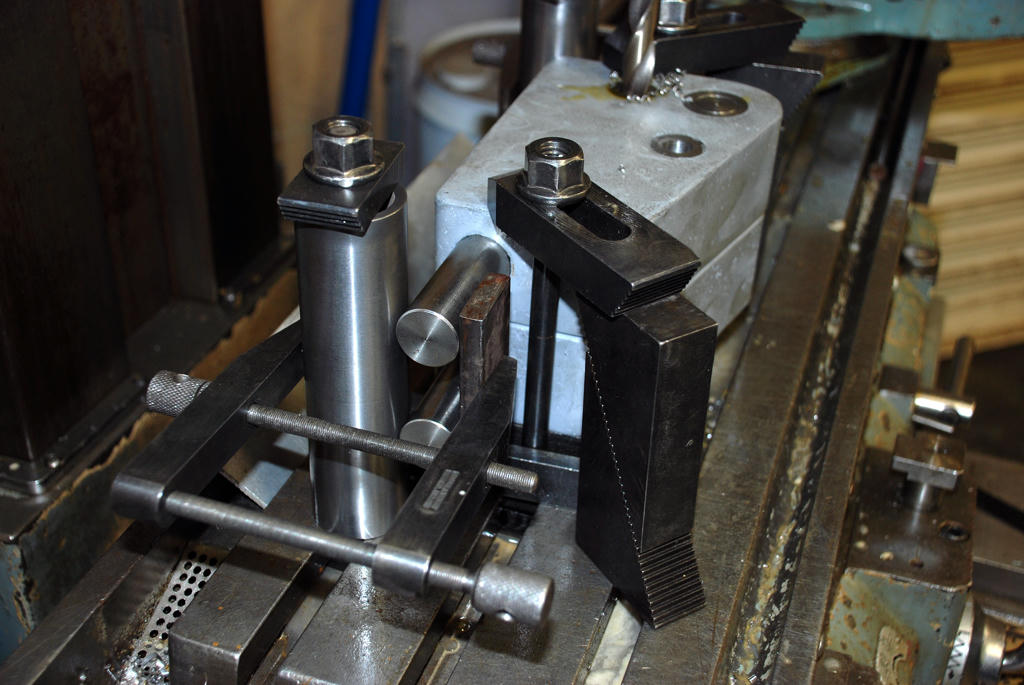
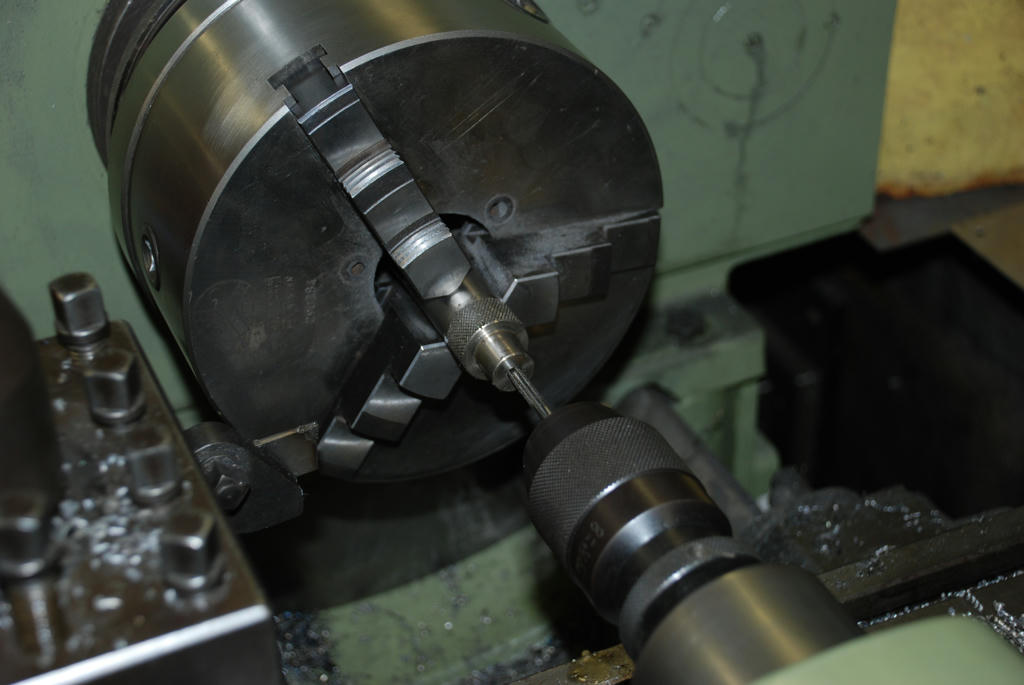
Nicking the two halves of the bearing blocks in the centre to start the hole in the centre
Starter drilling the 25mm holes
Continued next post

John McNamara
@johnmcnamara74883
Continued from previous post
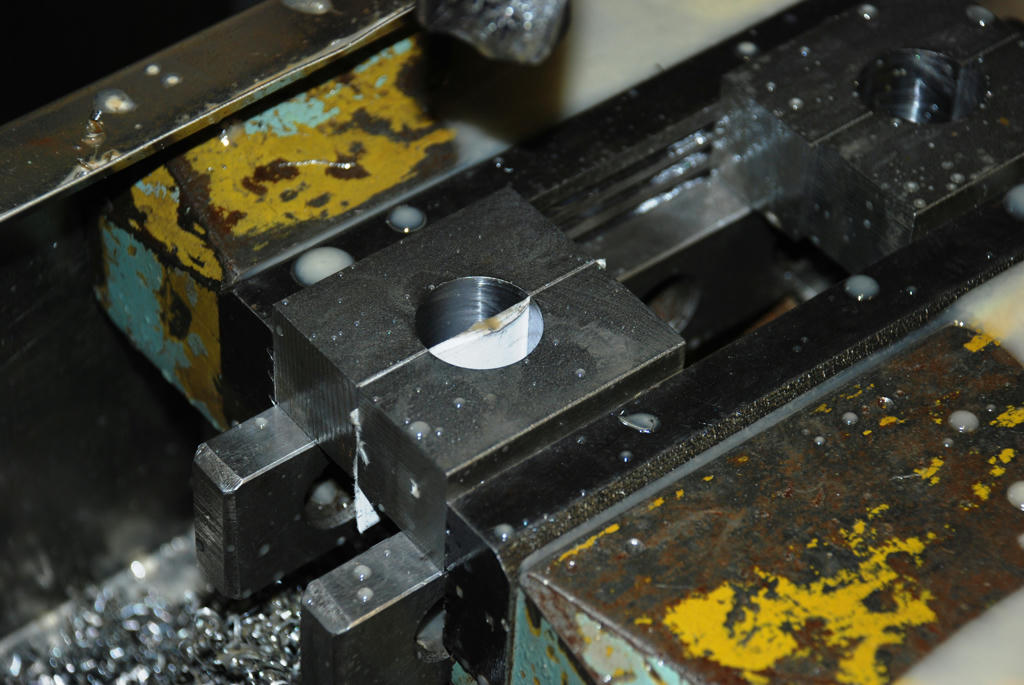
Paper inserted to create a gap for clamping.
Gang Drilling table cams
Precision boring table cams
Boring cam boss
Parting Cam Boss
Milling table angle arm on rotary table
Continued next post
Edited By John McNamara on 20/06/2011 16:48:28
Edited By John McNamara on 20/06/2011 16:49:20
John McNamara
@johnmcnamara74883
Continued from previous post
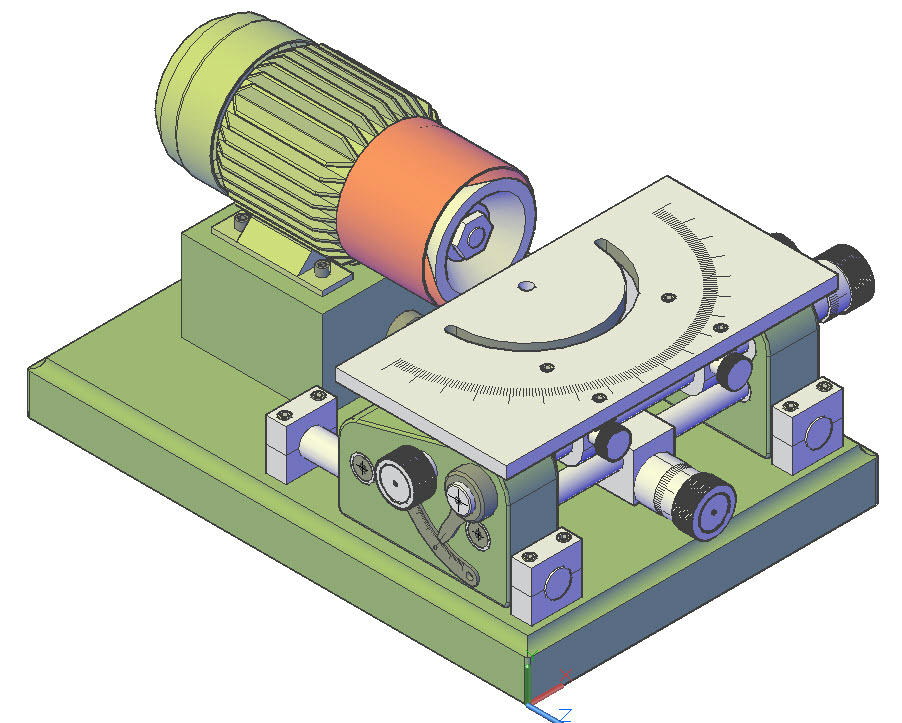
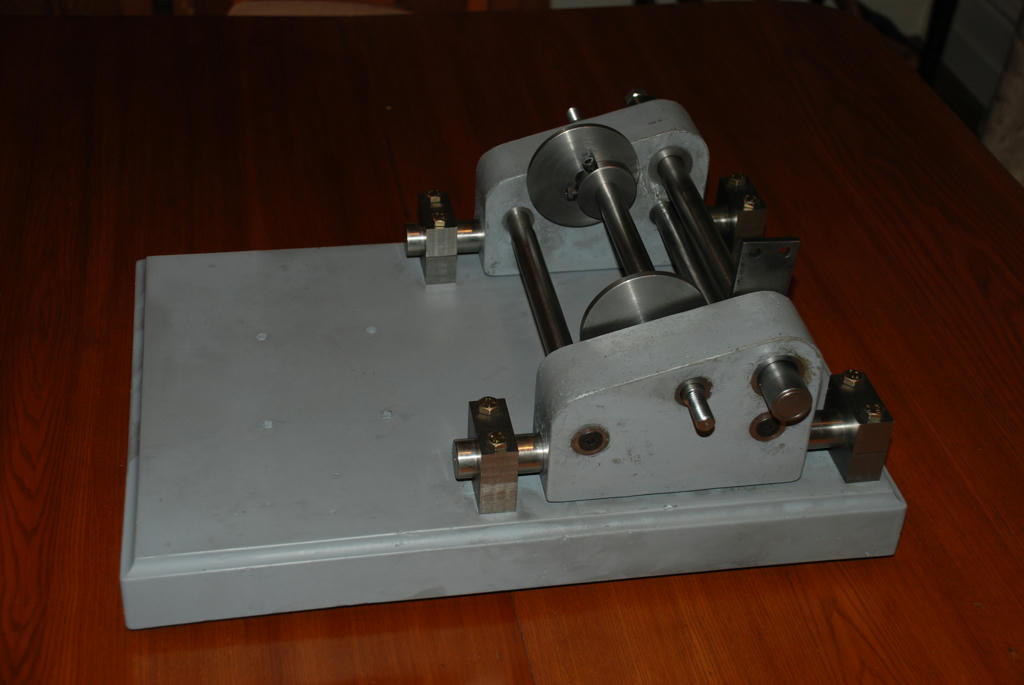
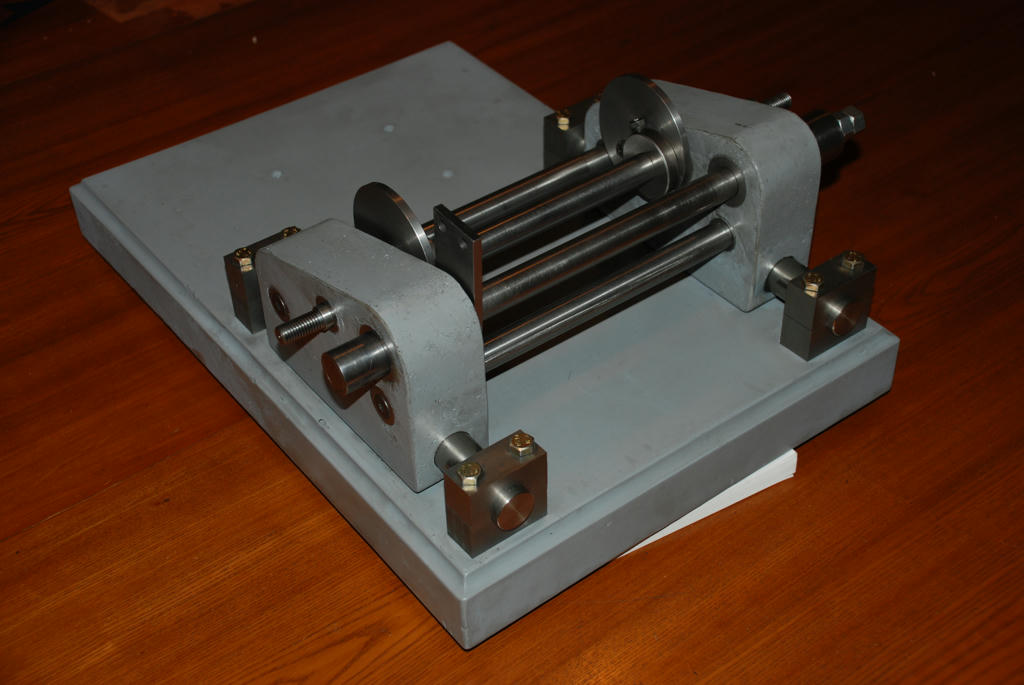
Left rear view
Left Front View
Right front view
Feed and clamp shaft detail… Boss was bored straight through reducing collar silver brazed in then faced off in the lathe. The M3 set screws attach to the steel casting insert
Cheers
John McNamara
Edited By John McNamara on 20/06/2011 16:59:47
John McNamara
@johnmcnamara74883
Hi All
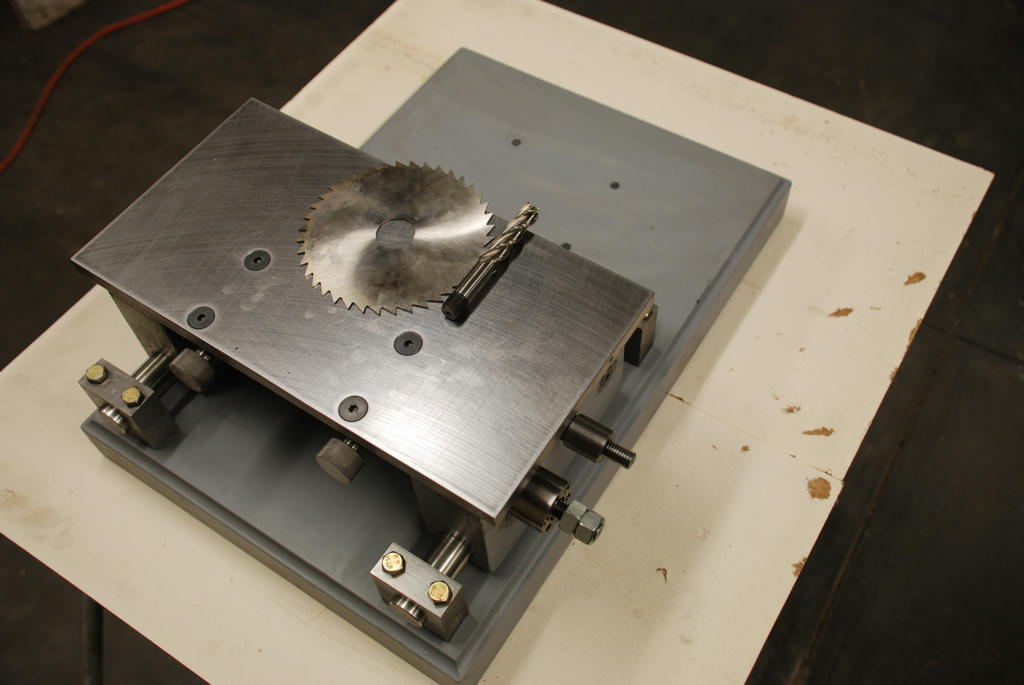
A quick Update… The Table support brackets and table made…. Yes I found a nice bit of plate in the scrap pile. Rather happy it had been Blanchard ground, you can see the marks, After a bit of cutting it was ready, it is 13.5mm thick, a little thicker than the 12mm I had planned on using.
The photos show the process I used.
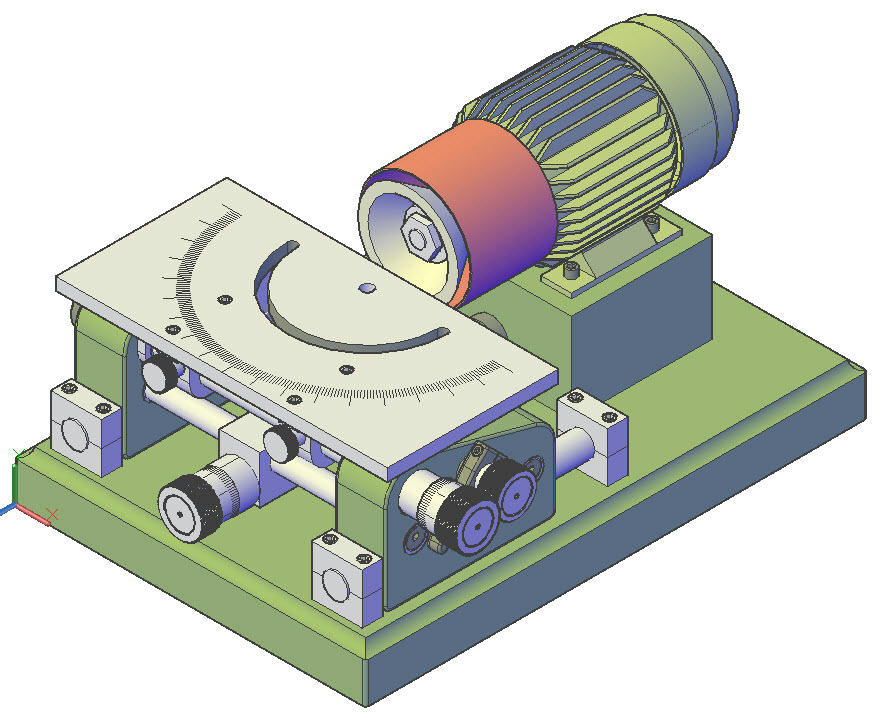
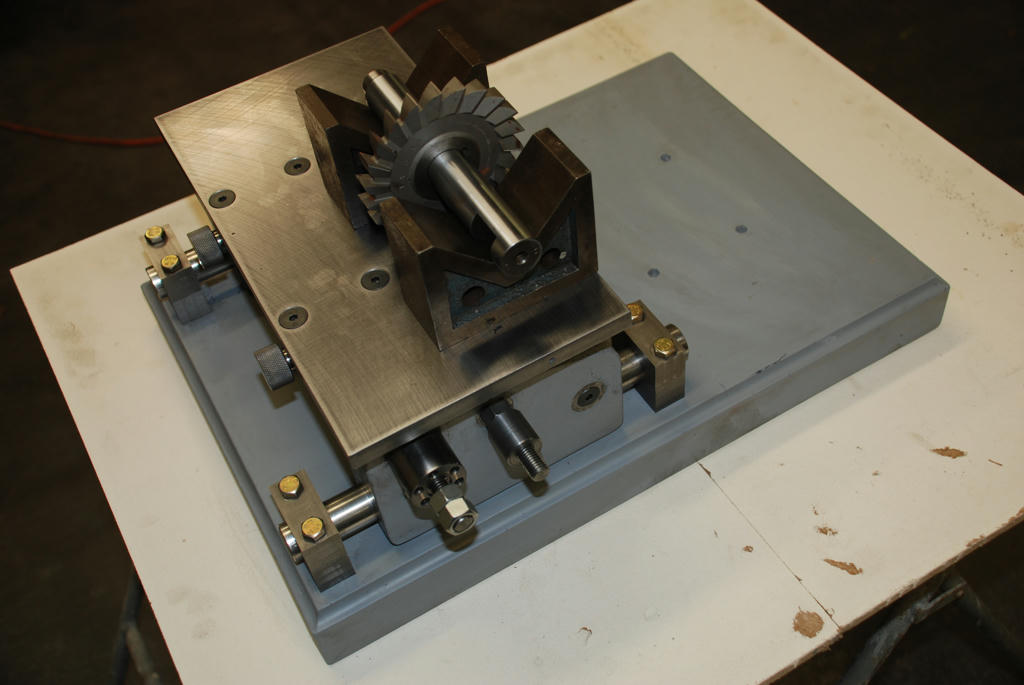
The last two are exciting…. I just placed the cutters on the table for inspiration. The motor will have to be rotatable. This will be more versatile for working on various shapes of cutters.
Next, the Y axis feed and the motor base after that. The plan is to do all other knobs and the graduations at the same time at the end.
Cheers
John
First milling cut table support brackets I squared them on the lathe in the 4 jaw
Cutting the circular Arc on the table support brackets
The part is centred by the bore hole for the support shaft, on a centre mounted
on the rotary table. Clamp is pressing down.
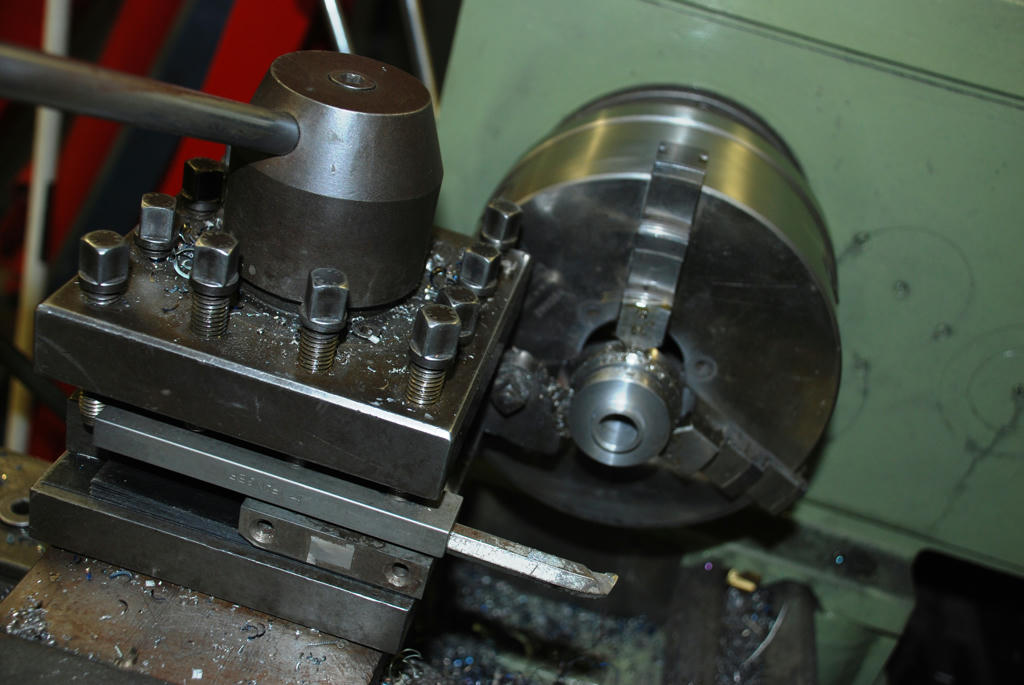
Table slide locking knobs. In one chuck setting
25mm shaft chucked
Faced
Thin section turned watch out for the SS swarf it cuts (the lathe was stopped but even clearing it away it got me.)
Turn the area to be knurled taking a couple of thou of to get a true centering. and a clean start for ther rolls to bite in
Knurled.. Heavy pressure .003 feed (Or the lowest feed you have) 3 passes (Do not go off the end just to the 3/4 point on the rolls) increase the pressure a little each feed.
I got a very nice diamond knurl. the material was 304 stainless it work hardens so be patient.
Drill 20mm hole and tap I started the tap in the tailstock to get a straight start
put a small 45 degree chamfer on the end edge and the inside knurl edge Not shown
Part off knob Dont dither with the tool rubbing, it will work harden, enough pressure to keep it cutting. If you want to stop pull well back. Lots of oil
The final step is to put the knob back in the chuck face off the parted end and do a small 45 degree chamfer on the edge.
Continued next thread
John McNamara
@johnmcnamara74883
From previous thread
Table installed (It will be milled and engraved later)
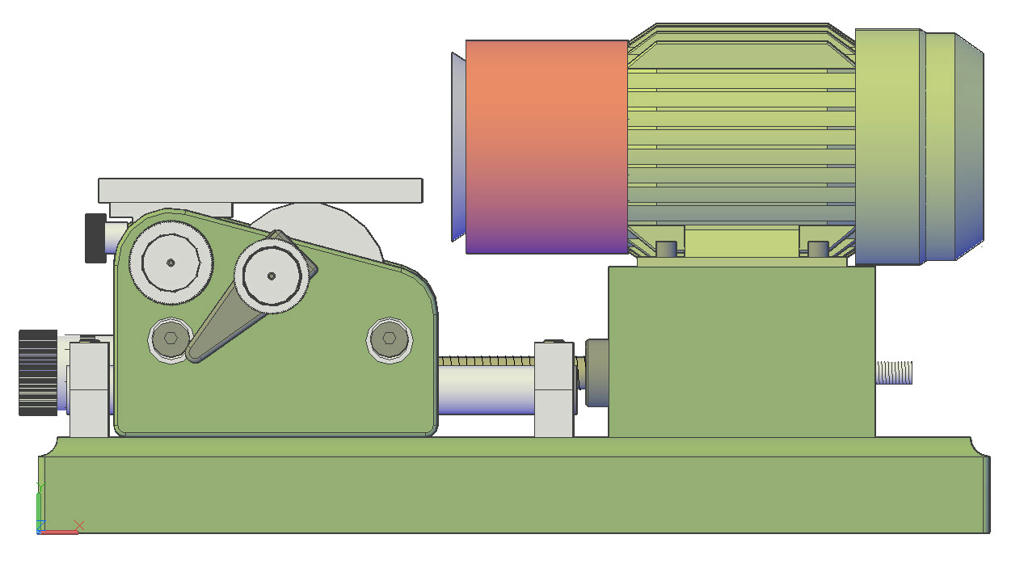
Rear view
Possible cutter sharpening
Thinking of larger cutters the motor will need to be rotatable 90 degrees
John
Sub Mandrel
@submandrel
Phew this has been a bit of a marathon read. All fascinating, and I must say my interest is piqued in engineering epoxy.
My ‘surface plate’ is a slab of epoxy granite worktop, about 18″x12″ and appears to be both accurate and durable. The price was just the cost of the cheap angle grinder I used to cut it off a larger piece. It cut easily with a diamond wheel, and I got a bit blase… until teh smoke started. Oh well, nice set of bevel wheels for future project!
My ‘worden-a-like’ grinder is semi-finished but working. Its based around linear bearings from an old dot-matrix printer, and the workholder is made so it can swap with a mini-lathe topslide.
The motor is a cheap grinder remounted on a length of alloy scaffold pole (found in the road) with a diamond wheel attached. The wheel adpator was turned in place with the existing centres on the grinder spindle between centres – you can’t see or feel any wobble in the diamond wheel stopped or spinning – cheap grinder, but decent bearings. It can be moved up and down or rotated, but not with any degree of fine feed. Most workholding is done using ER25 collets in a spindle.
Wait for it.. the base is 1 1/4″ thick plywood and the table and itssupports are 3mm or 1/8″ mild steel plate found in the garage that became my workshop. The table moves on tworails made of angle iron! Cuts are applied by moving the table left/right on the printer slides (phosphor bronze bearings on hard steel rod) or advancing the work holder on a scombined swivel/dovetail slide base from cast iron.
It all looks VERY agrcultural and the motor get hot if run more than about 20-30 minutes, but I’m quite happy with the results sharpening a range of endmills.
I’ve since wondered about mounting a smallish grinding wheel on the X2 mill to make a surface grinder.
Neil
John McNamara
@johnmcnamara74883
Hi Stub Mandrel
Glad to hear you are piqued….Re Epoxy
Cheers
John
John McNamara
@johnmcnamara74883
Hi All
I noticed a mention on another post in the MEW forum “Using the technology” of externally linked images compared to images posted on MEW
I am not sure if this site does but many sites cut the resolution down before storing the files to save space.
I use externally hosted file images stored at the full resolution of the camera (10.2 megapixels). In case you are not aware; if you double click the image you can zoom in to see more detail.
However the image is not full resolution
The actual images are posted here:
Cheers
John
Edited By John McNamara on 30/06/2011 15:55:21
Richard Parsons
@richardparsons61721
John McNamara
Thanks for your reverse polish notation – You’ve met them! I have PM-ed you so your ‘My Messages are ‘flashing’
Regards
Dick Parsons
John McNamara
@johnmcnamara74883
Hi All
Just an update….
I am bogged down with the motor design. And feel a little guilty for not posting an update to the project.
The plan is to make the motor rotatable; the trouble with that is a standard frame size motor is too big to comfortably fit within the base of the machine. Making the motor rotatable means that a spindle is required in addition to the motor (the grinding wheels for this design being around 100mm in diameter) that is a lot smaller than a typical induction motor.
The spindle itself is not a problem and it gets over the problem of end play of the motor shaft. I know you can pack the motor bearings and get some sort of pre load. But conventional Conrad ball bearings as used in nearly every motor are not nearly as stiff as Angular contact bearings properly preloaded in a spindle.
Back to the motor…I came unstuck! the plan was to use a Universal motor (It is almost fully enclosed so dust will not be a problem) and I had one in stock. Well I thought I did. It is a FRAMCO (Fractional Horsepower Motors UK) 1/3 hp the right size and all it needed was a new bearing. So it was taken apart and the bearing replaced. I noticed the comutator was a little grooved, no problem…. into the lathe it went and after a light skim, the copper was shiny bright. After cleaning out the groves between the contacts it was ready to reassemble. No I did not check it for shorts, wrong move there…. having put it back together and powering it up you guessed it a little puff of smoke and a blown fuse; so much for that Idea. The comutator is shorted.
A new motor will have to be sourced. Hopefully this week so I can get on with finishing the project.
Cheers
John
Edited By John McNamara on 05/07/2011 12:59:21
Ian S C
@iansc
A few years ago (quite a few), I would have suggested a rebuild, But not today, I imagine its similar in the UK, you would buy two motors for the price of a rewound armature. Ian S C
John McNamara
@johnmcnamara74883
Hi All
An update
A new motor was ordered today, it arrives in a couple of days. Now I know the size it is back to work and the project can continue. Once it arrives (The supplier is in another state South Australia) and is tested; I will post the source. It is an induction motor 1/6 hp 120watt 2800rpm 120mm diameter 190mm long including the shaft Frame size 56 continuous running and IP56 fan cooled sealed construction.
Also today I spoke to the Megapoxy representative in Melbourne. He suggested that the best contact for them in Europe is:
Tassos Anastasopoulos
megapoxy@otenet.gr
As I understand it this is their main distribution hub.
I would like to point out that I am only a customer of this company and have no other connection to them, having said that they have given excellent service.
Re missing images:
The servers are being upgraded at Mediafire. See the following mesage I received.
“”Thank you for contacting MediaFire. While our development team is performing maintenance on some of our image servers, image previews will be unavailable for some images. The images can still be downloaded and shared, but the web-based preview will not work until this maintenance is complete. Currently the time estimate I have been given is several days, although that is subject to change. We apologize for the inconvenience that this is causing to both you and your clients. “”
Lets hope that is sooner rather than later.
Cheers
John
Ian S C
@iansc
John, are you sure that 120W is enough, I run my Super Adept on a 180W induction motor, and anything over an inch in dia takes a lot of patience to say the least. My small bench grinder is 380W, 2800rpm, running 5″ wheels, I’d have thought 300W might be nearer, but size is the thing. Ian S C
Ian S C
@iansc
My little motor is a 1450rpm ie 4pole motor, so it has more torque than the 2800rpm motor. Its marked IBM, I think it came out of a cash register. Ian S C
















{kind=link}
