New I/C diesel project – ETA15d-x2
New I/C diesel project – ETA15d-x2
- This topic has 68 replies, 22 voices, and was last updated 18 April 2020 at 13:10 by
 JasonB.
JasonB.
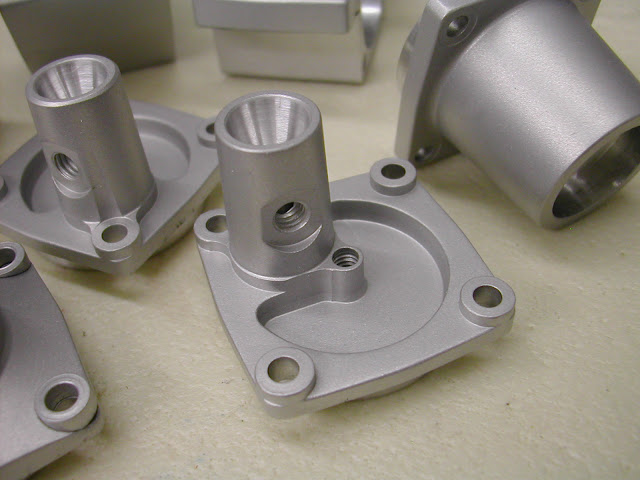
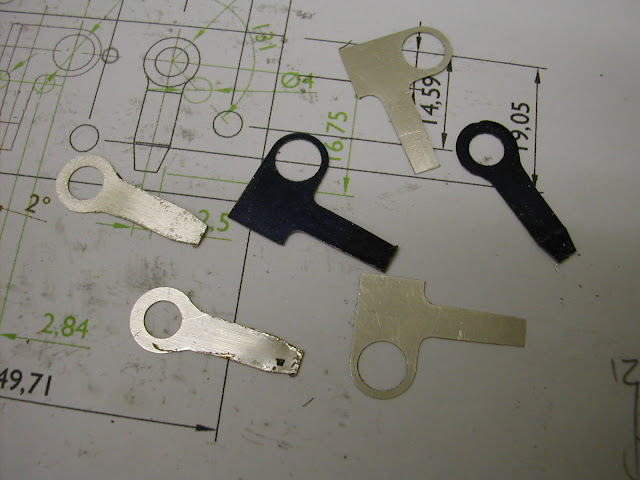
 Once the pistons are done next week the final parts should not take too long then there’s the anodising and trying this nickel plating on those needle valve parts.
Once the pistons are done next week the final parts should not take too long then there’s the anodising and trying this nickel plating on those needle valve parts. 

 )
)
 On a side note – I nearly made it out to the workshop myself the other day. Will spend some more time out there soon, with a bit of luck – plenty of work to be getting on with out there, that’s for sure.
On a side note – I nearly made it out to the workshop myself the other day. Will spend some more time out there soon, with a bit of luck – plenty of work to be getting on with out there, that’s for sure. 















- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Silver steel crankshaft
1
2
Started by:
teamricky
in: Stationary engines
- 8
-
15 July 2025 at 22:44
teamricky
-
How many spokes do I really need?
Started by:
Fulmen
in: Related Hobbies including Vehicle Restoration
- 6
-
15 July 2025 at 22:16
Fulmen
-
What Did You Do Today 2025
1
2
…
7
8
Started by:
JasonB
in: The Tea Room
- 33
-
15 July 2025 at 21:54
Nigel Graham 2
-
Error-Message of the day
Started by:
Michael Gilligan
in: The Tea Room
- 8
-
15 July 2025 at 20:42
Robert Atkinson 2
-
Electronic leadscrew pitching error
Started by:
paulg 1
in: Introduce Yourself – New members start here!
- 4
-
15 July 2025 at 20:33
JasonB
-
Sat nag
1
2
Started by:
duncan webster 1
in: The Tea Room
- 23
-
15 July 2025 at 20:02
Andy Stopford
-
Farm Boy
1
2
…
4
5
Started by:
Dalboy
in: I/C Engines
- 15
-
15 July 2025 at 19:52
Dalboy
-
motor and switch wiring Myford ML7
Started by:
1957jmh
in: Workshop Tools and Tooling
- 5
-
15 July 2025 at 17:31
Charles Lamont
-
“swedish iron”
Started by:
moonman
in: Materials
- 15
-
15 July 2025 at 16:52
Dave Wootton
-
TurboCAD – Alibre File Transfers.
1
2
Started by:
Nigel Graham 2
in: CAD – Technical drawing & design
- 11
-
15 July 2025 at 16:18
blowlamp
-
Old plastic handled screwdrivers
Started by:
Dave Halford
in: Workshop Tools and Tooling
- 13
-
15 July 2025 at 14:49
Georgineer
-
Boiler Design – issue 4765
1
2
…
8
9
Started by:
Charles Lamont
in: Model Engineer & Workshop
- 27
-
15 July 2025 at 12:30
noel shelley
-
Another Day … Another ScumBag
1
2
Started by:
Michael Gilligan
in: The Tea Room
- 15
-
15 July 2025 at 10:50
Graham Meek
-
Adjustable spanner thread direction
Started by:
jimmy b
in: Workshop Tools and Tooling
- 9
-
15 July 2025 at 08:25
Nicholas Farr
-
Screw cutting 1.25mm pitch on a Colchester Student.
Started by:
Kevin Nicholls
in: Manual machine tools
- 7
-
15 July 2025 at 06:53
larry phelan 1
-
Volt/amp meter
1
2
Started by:
duncan webster 1
in: Electronics in the Workshop
- 15
-
15 July 2025 at 06:15
Michael Gilligan
-
Variable DC power supply?
Started by:
Andrew Tinsley
in: Electronics in the Workshop
- 4
-
14 July 2025 at 17:27
Andrew Tinsley
-
Indicators – vehicle
Started by:
Speedy Builder5
in: Electronics in the Workshop
- 4
-
14 July 2025 at 06:02
Speedy Builder5
-
buying machine tools from aliexpress experiences?
Started by:
Jake Middleton-Metcalfe
in: Manual machine tools
- 16
-
14 July 2025 at 02:13
Neil Lickfold
-
Electroplating questions
Started by:
Baldric
in: Help and Assistance! (Offered or Wanted)
- 3
-
13 July 2025 at 13:42
noel shelley
-
Difficulty in sourceing 2.5mm s/s ‘Full’ nuts
Started by:
Greensands
in: General Questions
- 7
-
13 July 2025 at 09:22
Roger Woollett
-
Rotary valve engine
Started by:
AStroud
in: Stationary engines
- 2
-
13 July 2025 at 08:49
AStroud
-
Sanjay’s Banjo Engine
Started by:
JasonB
in: Stationary engines
- 3
-
13 July 2025 at 06:50
Diogenes
-
I’m Under Pressure
1
2
Started by:
howardb
in: Related Hobbies including Vehicle Restoration
- 17
-
12 July 2025 at 22:00
Howard Lewis
-
Help for DIY lathe build.
1
2
Started by:
moogie
in: Help and Assistance! (Offered or Wanted)
- 16
-
12 July 2025 at 21:42
Howard Lewis
-
Silver steel crankshaft
1
2



{kind=link}
{kind=link}