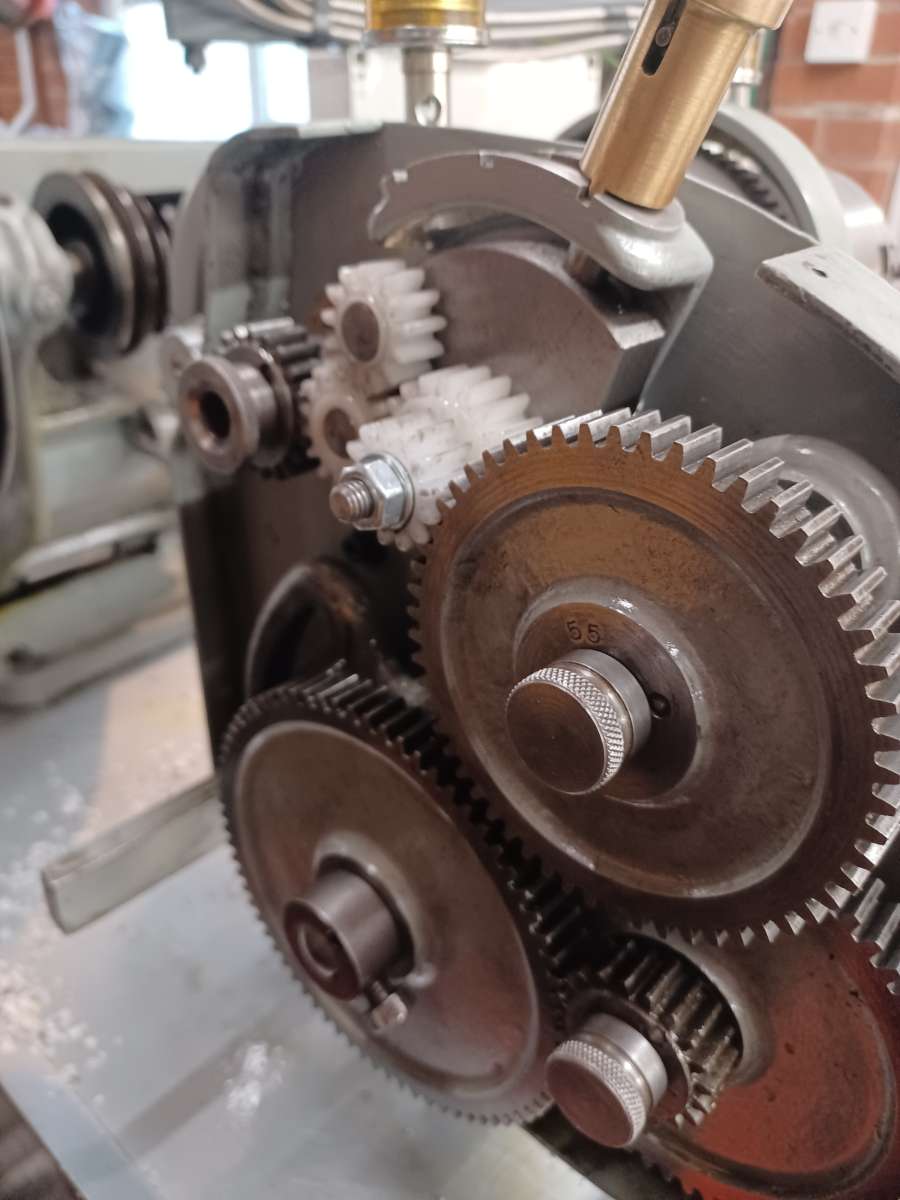
Myford ML10 Fine Feed Gearing Help
Myford ML10 Fine Feed Gearing Help
- This topic has 23 replies, 12 voices, and was last updated 26 October 2024 at 10:13 by
 John Hinkley.
John Hinkley.
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Myford S7 Taistock Adjustment
Started by:
Harry Wilkes
in: General Questions
- 8
-
5 April 2025 at 01:19
Steviegtr
-
How to wire up 3 phase motor and 3 phase converter?
Started by:
ell81
in: Beginners questions
- 7
-
4 April 2025 at 23:34
Emgee
-
Problem getting the right parameters on a VFD
Started by:
Robert Graham
in: Electronics in the Workshop
- 1
-
4 April 2025 at 22:06
Robert Graham
-
What Did You Do Today 2025
1
2
3
4
Started by:
JasonB
in: The Tea Room
- 23
-
4 April 2025 at 20:57
Nigel Graham 2
-
Powered hacksaw – blade lift for the return stroke
Started by:
Sonic Escape
in: General Questions
- 8
-
4 April 2025 at 20:00
Nicholas Farr
-
Damp proofing concrete floors
Started by:
Duff Machinist
in: General Questions
- 13
-
4 April 2025 at 19:57
Bazyle
-
New member old lathe
Started by:
t1krt
in: Introduce Yourself – New members start here!
- 8
-
4 April 2025 at 19:52
t1krt
-
Elliott Omnimill Quill Clamp
Started by:
dangermouse
in: Manual machine tools
- 3
-
4 April 2025 at 19:23
Bazyle
-
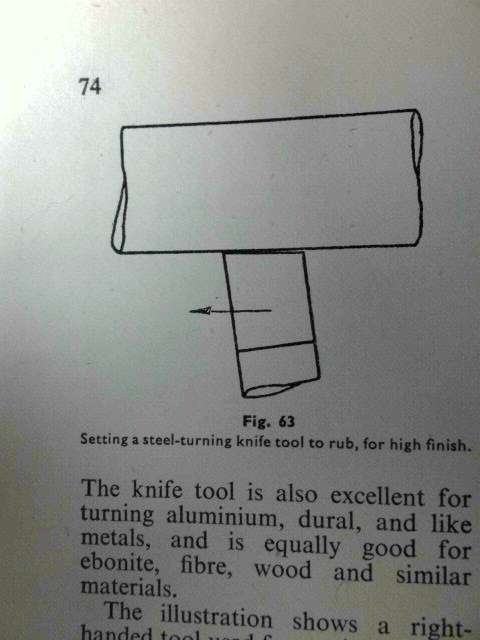
Tangential tooling
1
2
Started by:
Keith Matheson
in: Workshop Tools and Tooling
- 13
-
4 April 2025 at 18:14
Howard Lewis
-
Which lathes have drawbars in the headstock?
1
2
Started by:
ell81
in: Beginners questions
- 17
-
4 April 2025 at 18:04
Howard Lewis
-
Measuring increments on boring head
Started by:
Bill Phinn
in: Workshop Techniques
- 14
-
4 April 2025 at 17:15
bernard towers
-
Stripped aluminum threads. Now what?
1
2
Started by:
brucemc777
in: Beginners questions
- 19
-
4 April 2025 at 16:34
old mart
-
gear cutting with the shaper
Started by:
jacques maurel
in: Workshop Techniques
- 5
-
4 April 2025 at 15:15
Andrew Tinsley
-
Machinery Handbook
1
2
Started by:
Dalboy
in: Books
- 30
-
4 April 2025 at 12:27
SillyOldDuffer
-
Flexispeed Meteor 2
Started by:
ferroequinologist
in: Manual machine tools
- 11
-
4 April 2025 at 11:33
Roderick Jenkins
-
Electric motor vibrations
Started by:
Sonic Escape
in: General Questions
- 8
-
4 April 2025 at 07:38
JasonB
-
Build Your Own Metal Working Shop From Scrap (7 book series)
Started by:
Dr_GMJN
in: Books
- 6
-
4 April 2025 at 06:39
Pete
-
Scraping
Started by:
ryan.carter848
in: Books
- 7
-
4 April 2025 at 05:11
Pete
-
Ml10
Started by:
keel
in: Beginners questions
- 5
-
3 April 2025 at 23:06
duncan webster 1
-
Warrington Model Engineering Developments
1
2
Started by:
colin wilkinson
in: General Questions
- 14
-
3 April 2025 at 20:26
keel
-
Vice as Broaching Press
1
2
Started by:
James Hall 3
in: Beginners questions
- 16
-
3 April 2025 at 20:00
JasonB
-
UK consumer protection laws?
Started by:
Fulmen
in: General Questions
- 8
-
3 April 2025 at 19:07
Fulmen
-
Marlco knurler wheels
Started by:
Pete.
in: General Questions
- 6
-
3 April 2025 at 17:52
Pete.
-
Zig Zag Crimping Tool for eg Resistor/ Capacitor Leads
Started by:
ma1colm
in: Workshop Tools and Tooling
- 4
-
3 April 2025 at 17:28
old mart
-
Safety Pickle for Steel
Started by:
aw1931
in: General Questions
- 3
-
3 April 2025 at 17:26
Fulmen
-
Myford S7 Taistock Adjustment
Latest Issue

Newsletter Sign-up
Latest Replies
- Myford S7 Taistock Adjustment
- How to wire up 3 phase motor and 3 phase converter?
- Problem getting the right parameters on a VFD
- What Did You Do Today 2025
- Powered hacksaw – blade lift for the return stroke
- Damp proofing concrete floors
- New member old lathe
- Elliott Omnimill Quill Clamp
- Tangential tooling
- Which lathes have drawbars in the headstock?

