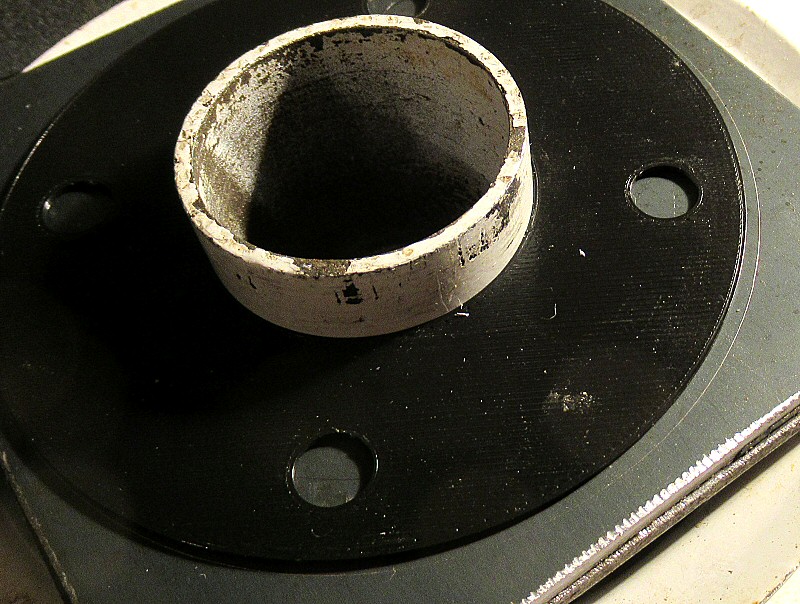
Making a large washer.
Making a large washer.
- This topic has 57 replies, 23 voices, and was last updated 20 June 2023 at 06:57 by
 JasonB.
JasonB.
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Eastern European Steam
Started by:
parovoz
in: Introduce Yourself – New members start here!
- 6
-
4 February 2025 at 21:37
Nigel Graham 2
-
The most difficult project?
Started by:
Tony Martyr
in: Stationary engines
- 3
-
4 February 2025 at 21:08
Chris Gunn
-
Pennsylvania A3 Switcher
1
2
3
Started by:
Mark Elen 1
in: Work In Progress and completed items
- 18
-
4 February 2025 at 17:52
Mark Elen 1
-
Taylor Hobson cutter grinder modificaton
Started by:
David George 1
in: Workshop Tools and Tooling
- 6
-
4 February 2025 at 17:50
David George 1
-
Small butane torch refilling.
Started by:
YouraT
in: Workshop Tools and Tooling
- 8
-
4 February 2025 at 17:50
Graham Titman
-
The wonders of AI…
1
2
Started by:
Robin Graham
in: The Tea Room
- 15
-
4 February 2025 at 15:42
Russell Eberhardt
-
ZYTO mini Lathe – need help!
Started by:
theshonkymachinist
in: Beginners questions
- 10
-
4 February 2025 at 15:21
Nicholas Farr
-
Email messages on the Forum.
Started by:
Andrew Tinsley
in: General Questions
- 3
-
4 February 2025 at 14:38
David Jupp
-
Myford Topslide base casting graduations
Started by:
Martin Kyte
in: Workshop Tools and Tooling
- 8
-
4 February 2025 at 11:11
Martin Kyte
-
1911 Harley Davidson 7D twin
Started by:
Luker
in: Help and Assistance! (Offered or Wanted)
- 2
-
4 February 2025 at 05:29
Luker
-
question about correcting error introduced by using straight slide in valve gear
Started by:
Chris Kaminski
in: Locomotives
- 5
-
4 February 2025 at 05:03
Chris Kaminski
-
Bassett Lowke “Eclipse”
Started by:
JasonB
in: Stationary engines
- 6
-
3 February 2025 at 20:57
Jim Nic
-
Alibre Workshop/Meshcam pro
Started by:
Ian McVickers
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 5
-
3 February 2025 at 19:21
JasonB
-
What Did You Do Today 2025
1
2
Started by:
JasonB
in: The Tea Room
- 19
-
3 February 2025 at 18:07
Bo’sun
-
Robert Atkinson will be proud of me :)
1
2
Started by:
Michael Gilligan
in: Electronics in the Workshop
- 19
-
3 February 2025 at 11:52
John MC
-
Had Another Go
1
2
…
14
15
Started by:
Nigel Graham 2
in: CAD – Technical drawing & design
- 22
-
3 February 2025 at 07:49
David Jupp
-
A New Scam Format?
Started by:
Nigel Graham 2
in: The Tea Room
- 4
-
2 February 2025 at 21:54
Vic
-
NEW LOOK – Model Engineer & Workshop
1
2
3
4
Started by:
sohara
in: Model Engineer & Workshop
- 36
-
2 February 2025 at 18:33
Graham Titman
-
Classical architectural detail..
Started by:
Diogenes
in: Books
- 2
-
2 February 2025 at 16:31
Michael Gilligan
-
Build Your Own Metal Working Shop From Scrap (7 book series)
Started by:
Dr_GMJN
in: Books
- 5
-
2 February 2025 at 13:54
noel shelley
-
Stuart Beam Engine
Started by:
Phil P
in: Help and Assistance! (Offered or Wanted)
- 2
-
2 February 2025 at 12:55
Phil P
-
Square Bed Lathe
Started by:
Clive Foster
in: Manual machine tools
- 6
-
2 February 2025 at 12:29
bernard towers
-
Using Schneider ATV12 with remote terminal VW3A1006.
Started by:
chrismac
in: Workshop Tools and Tooling
- 5
-
2 February 2025 at 11:48
chrismac
-
Totally unacceptable treatment
Started by:
Me.
in: General Questions
- 13
-
2 February 2025 at 11:33
Vic
-
CAD – Target Enigma
1
2
3
4
Started by:
SillyOldDuffer
in: CAD – Technical drawing & design
- 17
-
2 February 2025 at 10:20
SillyOldDuffer
-
Eastern European Steam
Latest Issues


Newsletter Sign-up
Latest Replies

