James Coombes but not as you know him
James Coombes but not as you know him
- This topic has 21 replies, 4 voices, and was last updated 12 March 2023 at 09:00 by
 Weary.
Weary.




































 ” src=”
” src=”













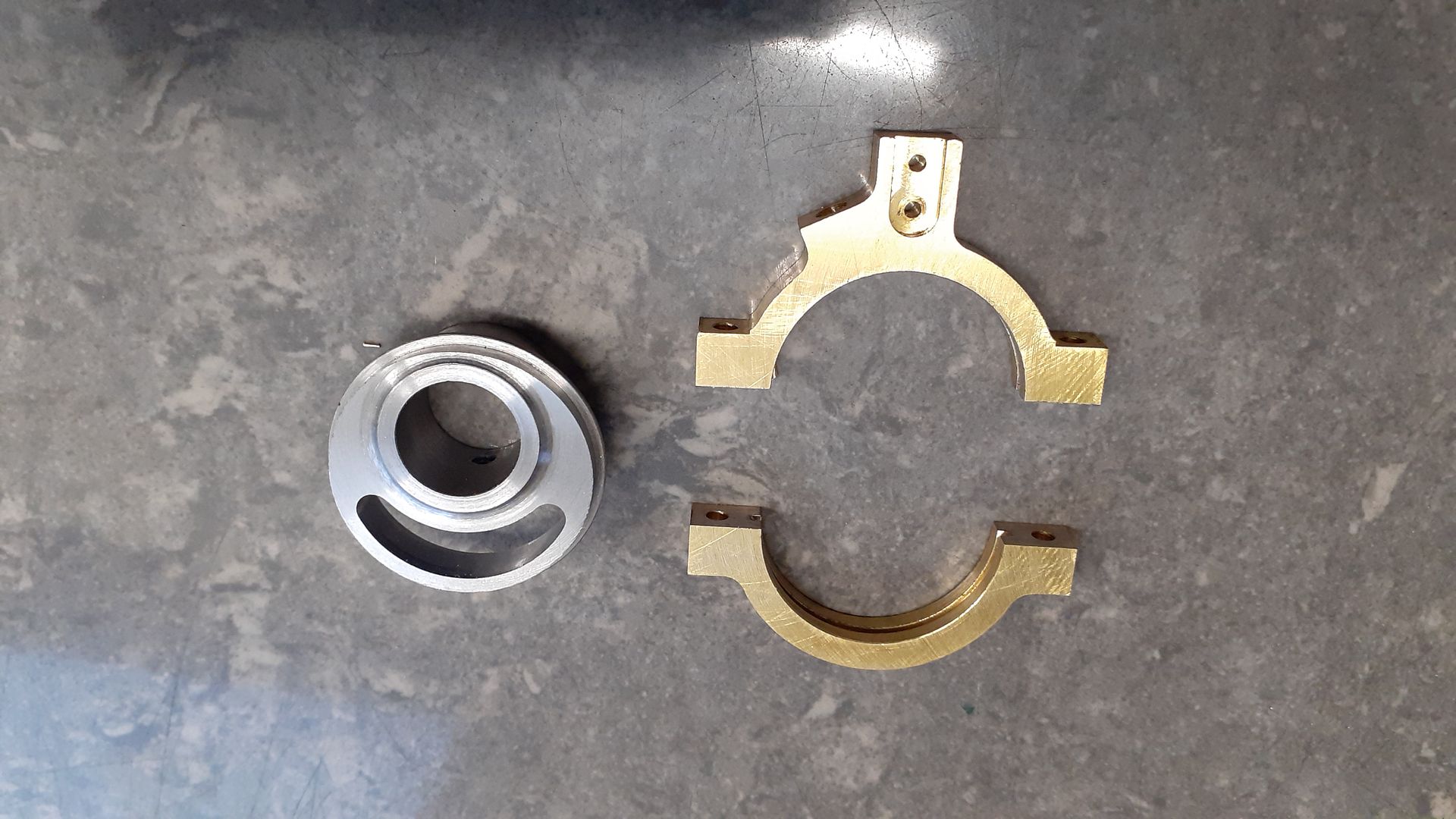
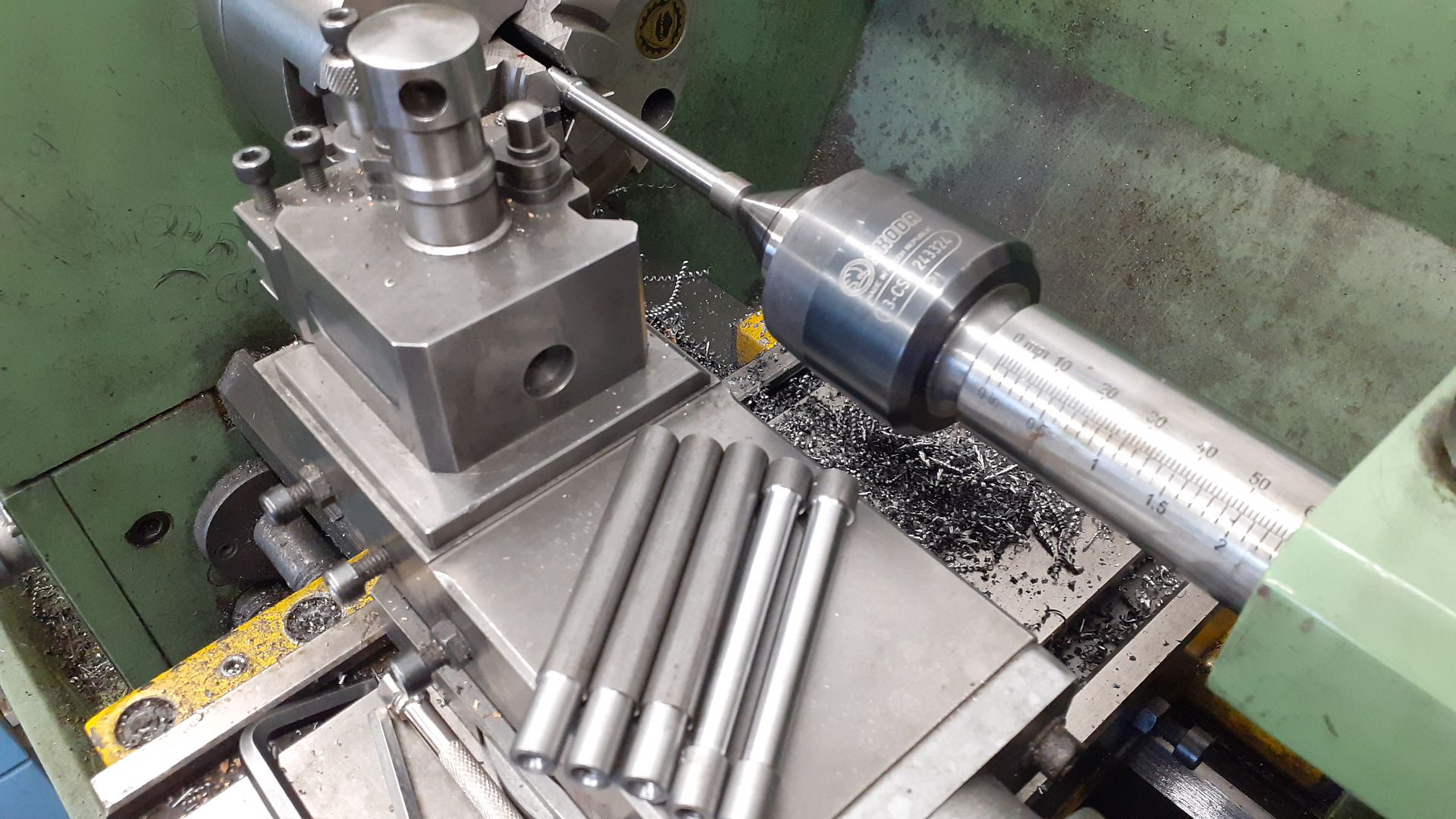
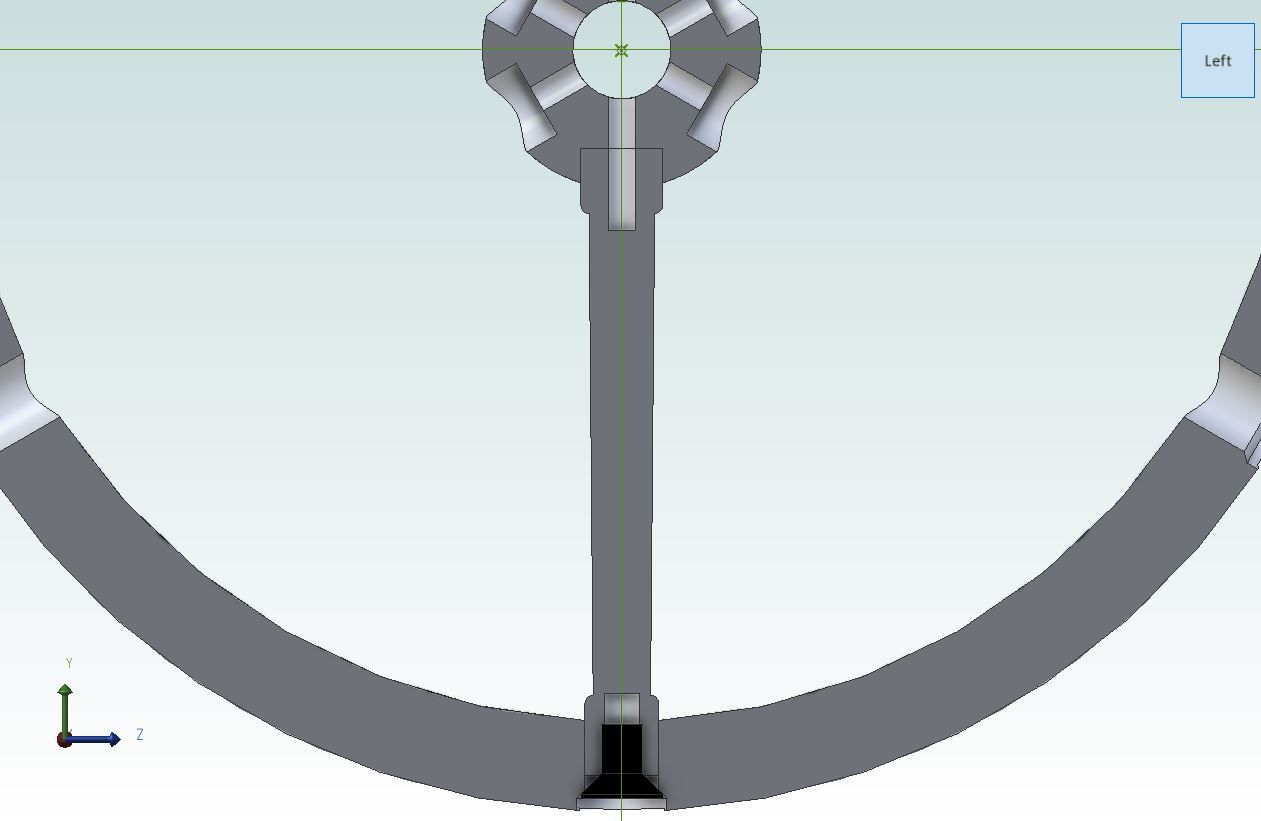
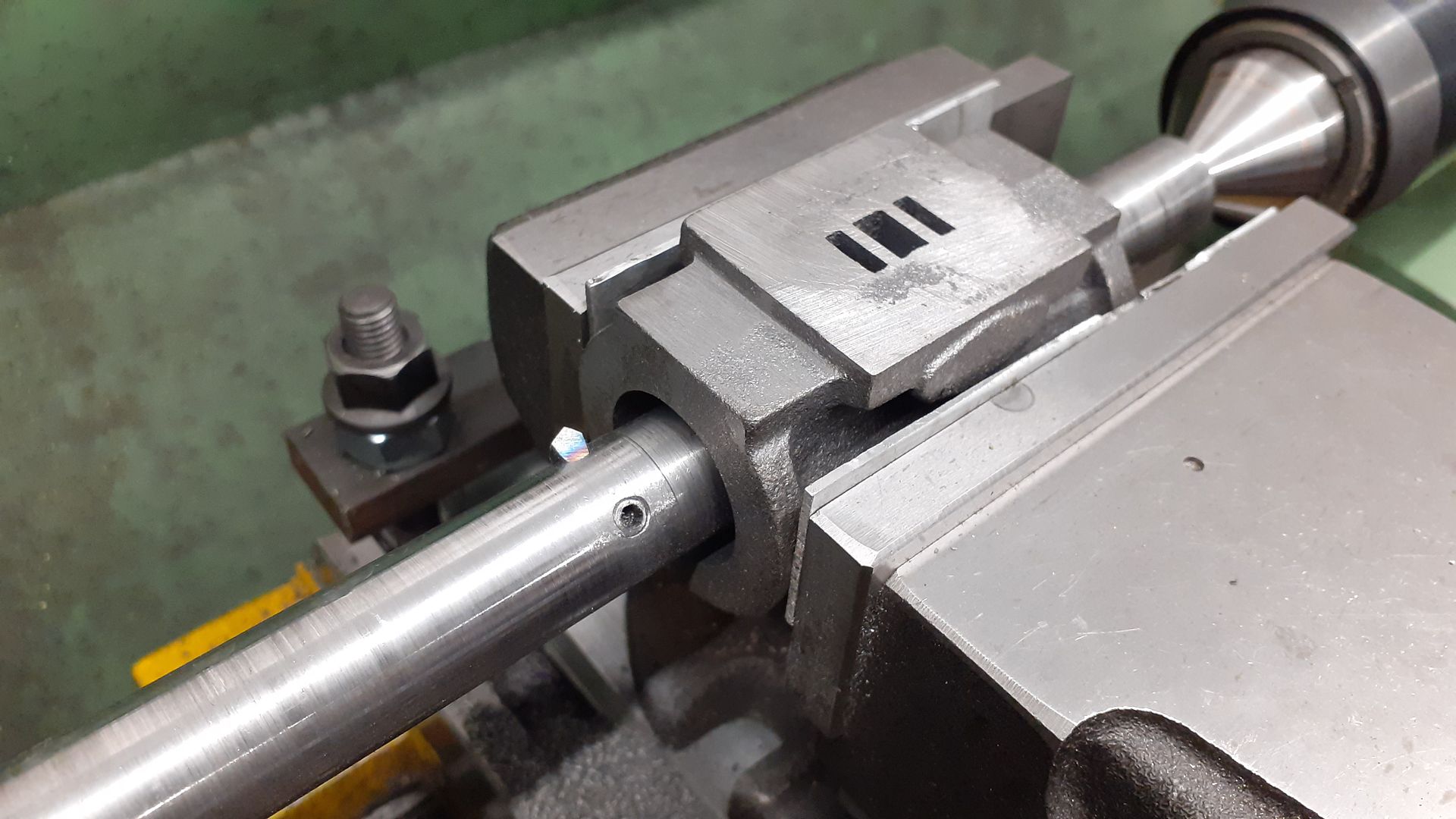
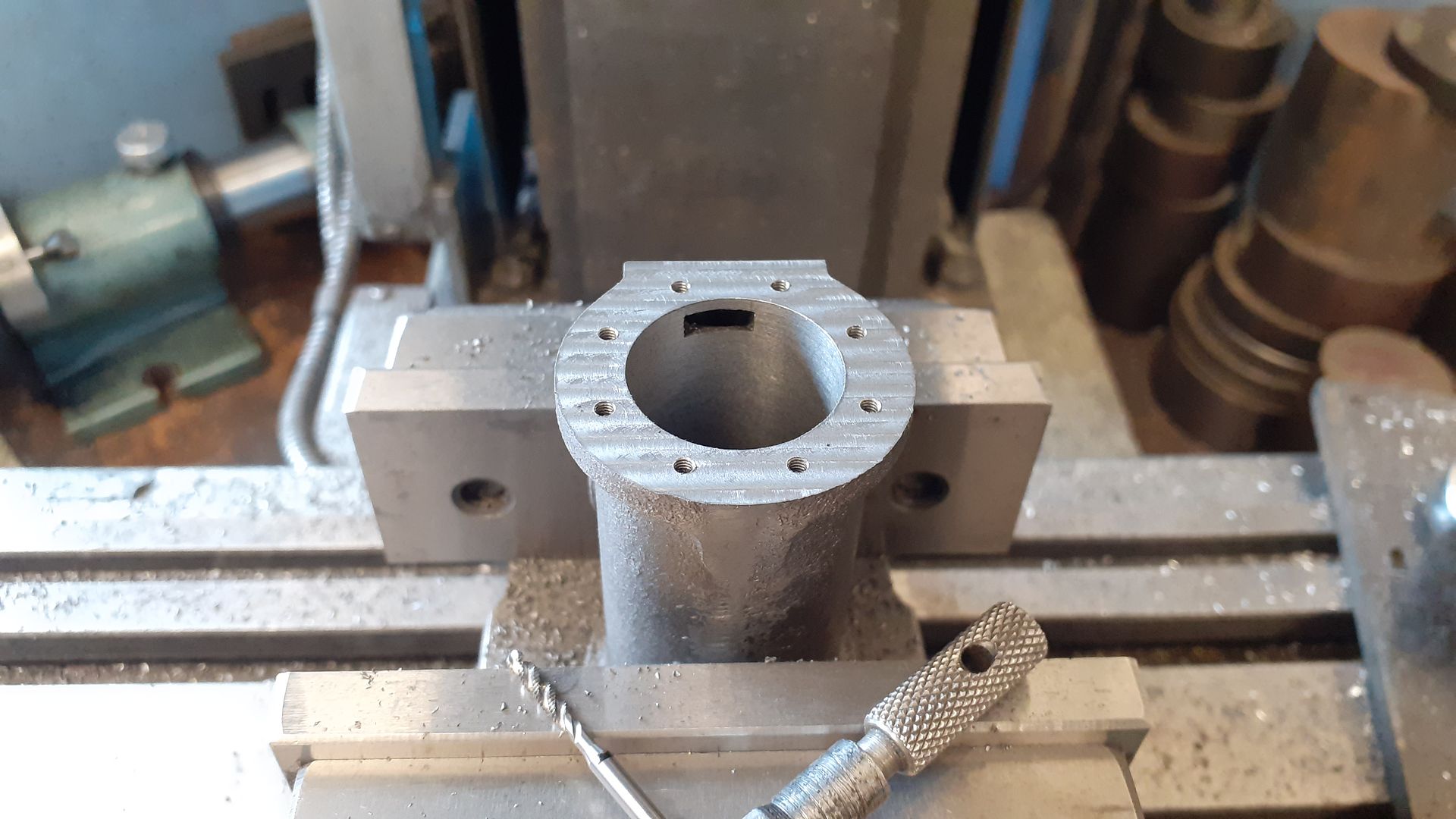
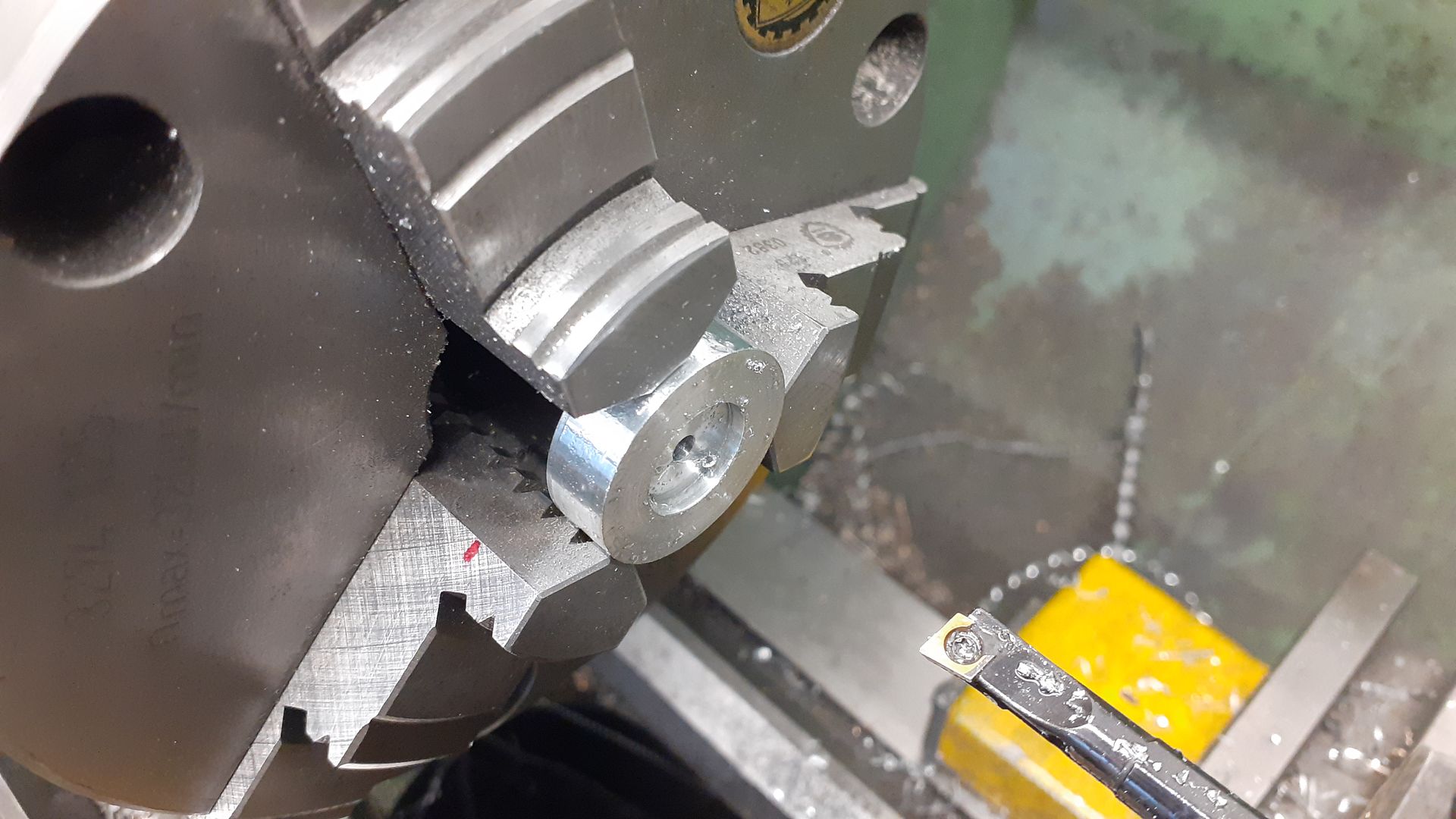
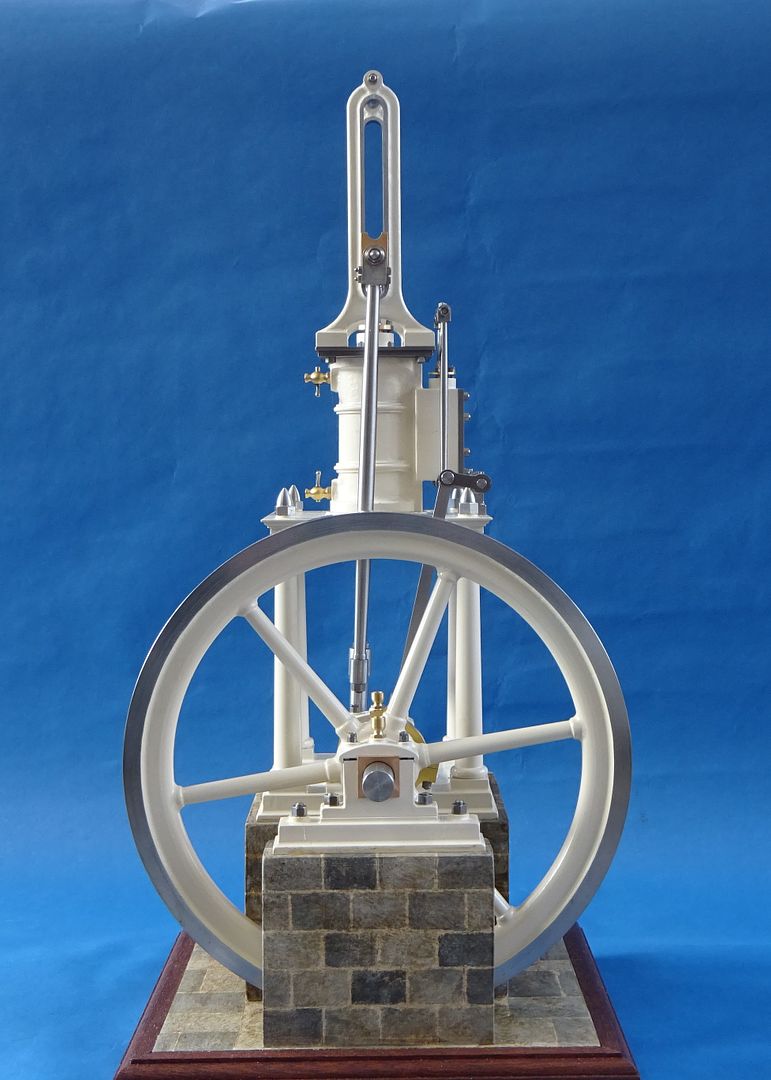
 tube for the rim but the wall was actually a bit thinner and by the time I had cleaned up the hot rolled surfaces things would have looked a bit skinny so I decided to use this as an outer rim that could be slipped over an inner one which had the added advantage of hiding the holes for the spokes.
tube for the rim but the wall was actually a bit thinner and by the time I had cleaned up the hot rolled surfaces things would have looked a bit skinny so I decided to use this as an outer rim that could be slipped over an inner one which had the added advantage of hiding the holes for the spokes.
























- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
My week this week! My workshop videos
1
2
…
11
12
Started by:
Phil Whitley
in: The Tea Room
- 14
-
5 April 2025 at 16:00
Phil Whitley
-
Flattening brass plates
Started by:
t1krt
in: Workshop Techniques
- 2
-
5 April 2025 at 15:34
Bazyle
-
Problem getting the right parameters on a VFD
Started by:
Robert Graham
in: Electronics in the Workshop
- 5
-
5 April 2025 at 15:24
David Jupp
-
Myford S7 Taistock Adjustment
Started by:
Harry Wilkes
in: General Questions
- 9
-
5 April 2025 at 15:17
Harry Wilkes
-
How to wire up 3 phase motor and 3 phase converter?
Started by:
ell81
in: Beginners questions
- 7
-
5 April 2025 at 12:35
Robert Atkinson 2
-
Morse Key
Started by:
Steve Withnell
in: Work In Progress and completed items
- 2
-
5 April 2025 at 11:43
SillyOldDuffer
-
James Coombes Drawing Error (or mine?)
Started by:
Steve Withnell
in: Drawing Errors and Corrections
- 4
-
5 April 2025 at 10:51
Steve Withnell
-
Measuring increments on boring head
Started by:
Bill Phinn
in: Workshop Techniques
- 15
-
5 April 2025 at 08:48
Bo’sun
-
Flexispeed Meteor 2
Started by:
ferroequinologist
in: Manual machine tools
- 11
-
5 April 2025 at 07:01
ferroequinologist
-
What Did You Do Today 2025
1
2
3
4
Started by:
JasonB
in: The Tea Room
- 23
-
4 April 2025 at 20:57
Nigel Graham 2
-
Powered hacksaw – blade lift for the return stroke
Started by:
Sonic Escape
in: General Questions
- 8
-
4 April 2025 at 20:00
Nicholas Farr
-
Damp proofing concrete floors
Started by:
Duff Machinist
in: General Questions
- 13
-
4 April 2025 at 19:57
Bazyle
-
New member old lathe
Started by:
t1krt
in: Introduce Yourself – New members start here!
- 8
-
4 April 2025 at 19:52
t1krt
-
Elliott Omnimill Quill Clamp
Started by:
dangermouse
in: Manual machine tools
- 3
-
4 April 2025 at 19:23
Bazyle
-
Tangential tooling
1
2
Started by:
Keith Matheson
in: Workshop Tools and Tooling
- 13
-
4 April 2025 at 18:14
Howard Lewis
-
Which lathes have drawbars in the headstock?
1
2
Started by:
ell81
in: Beginners questions
- 17
-
4 April 2025 at 18:04
Howard Lewis
-
Stripped aluminum threads. Now what?
1
2
Started by:
brucemc777
in: Beginners questions
- 19
-
4 April 2025 at 16:34
old mart
-
gear cutting with the shaper
Started by:
jacques maurel
in: Workshop Techniques
- 5
-
4 April 2025 at 15:15
Andrew Tinsley
-
Machinery Handbook
1
2
Started by:
Dalboy
in: Books
- 30
-
4 April 2025 at 12:27
SillyOldDuffer
-
Electric motor vibrations
Started by:
Sonic Escape
in: General Questions
- 8
-
4 April 2025 at 07:38
JasonB
-
Build Your Own Metal Working Shop From Scrap (7 book series)
Started by:
Dr_GMJN
in: Books
- 6
-
4 April 2025 at 06:39
Pete
-
Scraping
Started by:
ryan.carter848
in: Books
- 7
-
4 April 2025 at 05:11
Pete
-
Ml10
Started by:
keel
in: Beginners questions
- 5
-
3 April 2025 at 23:06
duncan webster 1
-
Warrington Model Engineering Developments
1
2
Started by:
colin wilkinson
in: General Questions
- 14
-
3 April 2025 at 20:26
keel
-
Vice as Broaching Press
1
2
Started by:
James Hall 3
in: Beginners questions
- 16
-
3 April 2025 at 20:00
JasonB
-
My week this week! My workshop videos
1
2
…
11
12
Latest Issue

Newsletter Sign-up
Latest Replies
- My week this week! My workshop videos
- Flattening brass plates
- Problem getting the right parameters on a VFD
- Myford S7 Taistock Adjustment
- How to wire up 3 phase motor and 3 phase converter?
- Morse Key
- James Coombes Drawing Error (or mine?)
- Measuring increments on boring head
- Flexispeed Meteor 2
- What Did You Do Today 2025


{kind=link}