Home produced cutters
Home produced cutters
- This topic has 12 replies, 8 voices, and was last updated 2 December 2010 at 17:02 by
 Stovepipe.
Stovepipe.
 Here we are fourteen years later and Bill’s visit provided the impetus to do something.
Here we are fourteen years later and Bill’s visit provided the impetus to do something.

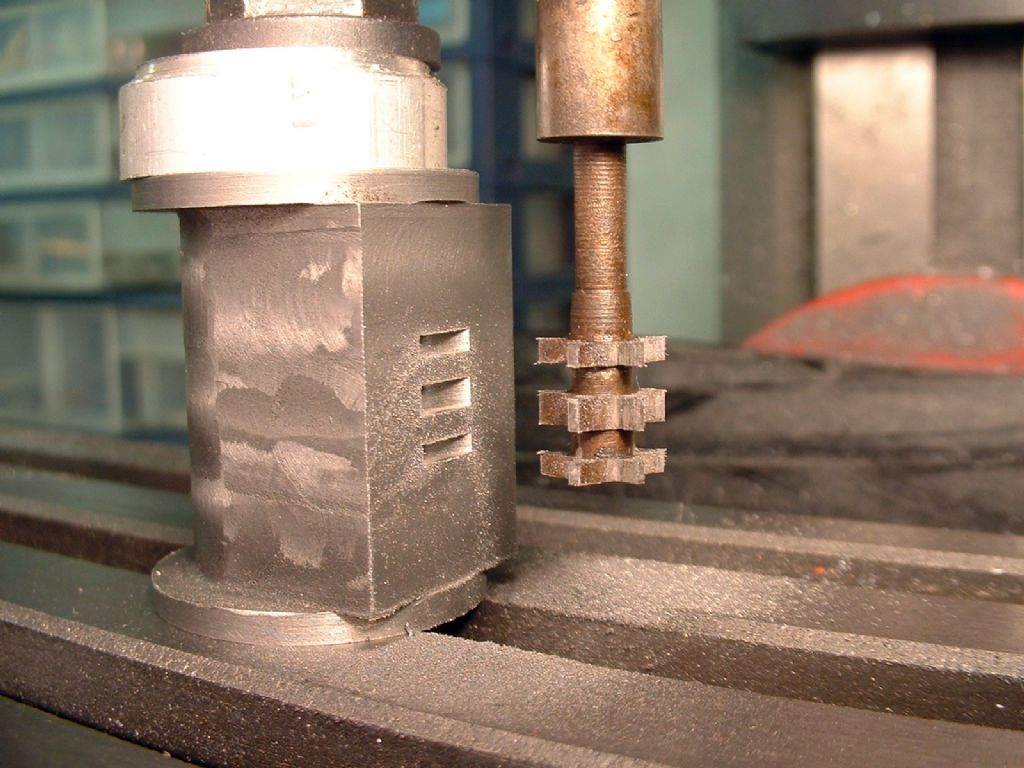
 . The second due to insufficient backing off became crowded and broke on the second fin on the first head. (Raise of eyebrows!) The third however cut all the side fins (one side on each head at a time) losing first one tooth at some stage, working well for some time with two before losing another finally flycutting with just one tooth until three fins left to do – sterling service I’m sure you’d agree. The fourth had little work to do then and the last cutter was made longer in order to clear the fixture when cutting the top fins.
. The second due to insufficient backing off became crowded and broke on the second fin on the first head. (Raise of eyebrows!) The third however cut all the side fins (one side on each head at a time) losing first one tooth at some stage, working well for some time with two before losing another finally flycutting with just one tooth until three fins left to do – sterling service I’m sure you’d agree. The fourth had little work to do then and the last cutter was made longer in order to clear the fixture when cutting the top fins. 











- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Speed camera
1
2
Started by:
David George 1
in: The Tea Room
- 22
-
3 July 2025 at 23:51
not done it yet
-
Bentley BR2 Rotary Aero Engine
Started by:
notlobgp14
in: Miscellaneous models
- 2
-
3 July 2025 at 21:48
notlobgp14
-
Starrett micrometer.
Started by:
Graeme Seed
in: Workshop Tools and Tooling
- 5
-
3 July 2025 at 21:25
peak4
-
Hemmingway rotary broaching kit
Started by:
YouraT
in: Workshop Tools and Tooling
- 1
-
3 July 2025 at 21:21
YouraT
-
Boxford lathe & vertical mill VFD conversion help with start stop
Started by:
Andrew Schofield
in: Beginners questions
- 2
-
3 July 2025 at 21:18
Robert Atkinson 2
-
Firth Valve Gear
Started by:
Andy Stopford
in: Traction engines
- 10
-
3 July 2025 at 21:14
Andy Stopford
-
A grasshopper of unknown vintage
Started by:
mikemunson
in: Stationary engines
- 3
-
3 July 2025 at 20:21
Charles Lamont
-
New (but well aged) member
Started by:
mikemunson
in: Introduce Yourself – New members start here!
- 4
-
3 July 2025 at 19:55
noel shelley
-
New member from Lancashire
Started by:
mannyroad
in: Introduce Yourself – New members start here!
- 7
-
3 July 2025 at 19:14
notlobgp14
-
Bearing boxes for ball race
Started by:
Paul McDonough
in: Beginners questions
- 10
-
3 July 2025 at 18:35
Paul McDonough
-
Twin Engineering’s heavy mill/drill quill removal
Started by:
Martin of Wick
in: Manual machine tools
- 10
-
3 July 2025 at 17:53
David George 1
-
Loctite axles
Started by:
steve2250
in: General Questions
- 5
-
3 July 2025 at 12:22
parovoz
-
Comments (constructive) on the New Forum Software
1
2
…
34
35
Started by:
JasonB
in: New Forum Software questions, comments and Test Threads
- 134
-
3 July 2025 at 10:25
Emgee
-
Grimsby & Cleethorpes MES on the BBC
Started by:
Chris Crew
in: The Tea Room
- 1
-
3 July 2025 at 08:51
Chris Crew
-
Injectors
Started by:
pansy123
in: General Questions
- 6
-
3 July 2025 at 07:05
Dave Wootton
-
Pattern Makers Vice
Started by:
Vic
in: The Tea Room
- 7
-
2 July 2025 at 21:51
KEITH BEAUMONT
-
J&S grinder – belt which way ?
Started by:
gerry madden
in: Manual machine tools
- 7
-
2 July 2025 at 21:44
not done it yet
-
Meddings MF4 Manual
Started by:
Richard Kirkman 1
in: Help and Assistance! (Offered or Wanted)
- 11
-
2 July 2025 at 21:38
Richard Kirkman 1
-
Haining vertical dairy engine boiler.
Started by:
apprentice
in: Beginners questions
- 3
-
2 July 2025 at 20:52
JasonB
-
Motor won’t start
Started by:
Rowan Sylvester-Bradley
in: Beginners questions
- 9
-
2 July 2025 at 17:30
larry phelan 1
-
IME Watchmakers lathe
Started by:
Greensands
in: Manual machine tools
- 11
-
1 July 2025 at 21:41
Dave S
-
Request for a Slot to be Milled in a Shaft
Started by:
James Alford
in: Help and Assistance! (Offered or Wanted)
- 9
-
1 July 2025 at 21:03
bernard towers
-
The Stevenson Trophy – Entries Invited
Started by:
Neil Wyatt
in: Website Announcements
- 1
-
1 July 2025 at 18:44
Neil Wyatt
-
The Bradford Cup – Nominations Wanted
Started by:
Neil Wyatt
in: Website Announcements
- 1
-
1 July 2025 at 18:41
Neil Wyatt
-
FreeCAD v1.0 tutorials
1
2
3
Started by:
Michael Gilligan
in: CAD – Technical drawing & design
- 12
-
1 July 2025 at 18:31
Speedy Builder5
-
Speed camera
1
2
Latest Issue

Newsletter Sign-up
Latest Replies


{kind=link}