
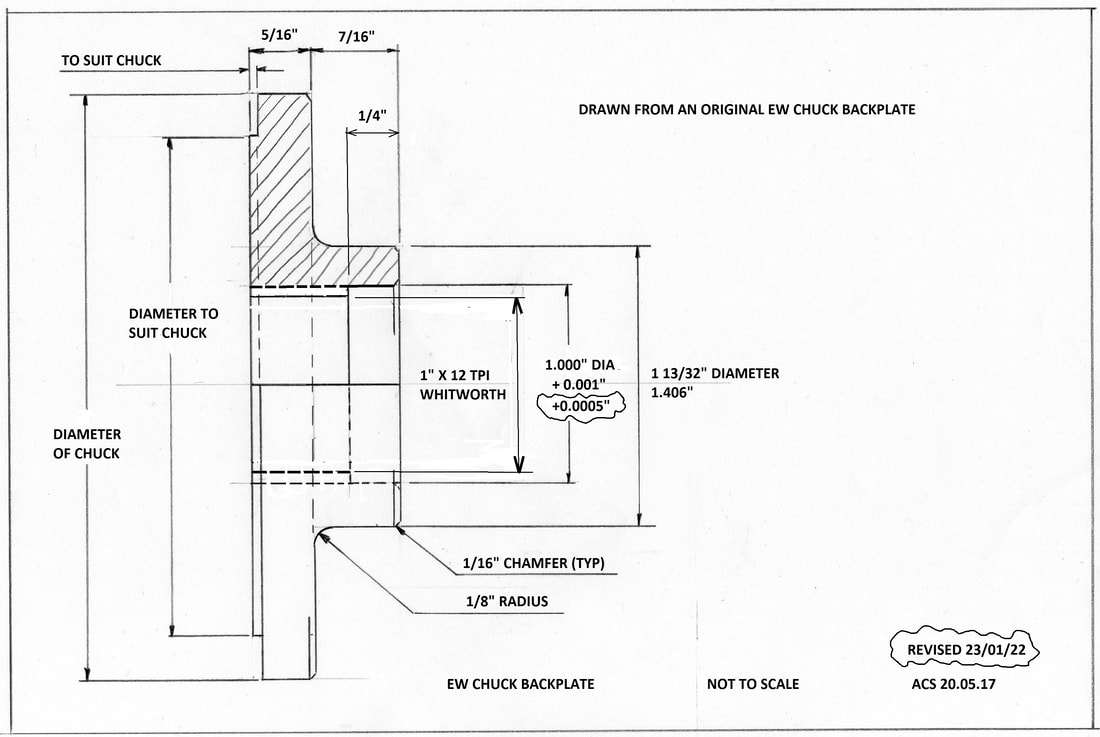
EW Stringer Lathe Spindle Thread
EW Stringer Lathe Spindle Thread
- This topic has 14 replies, 6 voices, and was last updated 7 July 2024 at 08:56 by
 James Alford.
James Alford.
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Denatured Alcohol fuel alternative
Started by:
martino
in: General Questions
- 7
-
27 December 2024 at 02:13
martino
-
EV Charging
Started by:
Vic
in: The Tea Room
- 6
-
27 December 2024 at 01:14
duncan webster 1
-
Parvalux motor – help please
Started by:
Mike Waldron
in: Manual machine tools
- 14
-
27 December 2024 at 00:36
Duff Machinist
-
Spindle bearings for a Delta drill press
Started by:
Duff Machinist
in: Manual machine tools
- 1
-
27 December 2024 at 00:10
Duff Machinist
-
Stuart Steam Boiler Feed Pump – Cylinder Scrapped
Started by:
David Deaville
in: General Questions
- 7
-
26 December 2024 at 23:27
duncan webster 1
-
Ooops! ‘Bye ‘Bye Alibre Atom
Started by:
Nigel Graham 2
in: CAD – Technical drawing & design
- 7
-
26 December 2024 at 23:19
duncan webster 1
-
Pencil Sharpener
Started by:
Vic
in: The Tea Room
- 6
-
26 December 2024 at 23:14
duncan webster 1
-
Interesting software tool
Started by:
John Haine
in: Clocks and Scientific Instruments
- 1
-
26 December 2024 at 22:48
John Haine
-
Some VERY interesting LED modules
1
2
…
5
6
Started by:
Michael Gilligan
in: Electronics in the Workshop
- 19
-
26 December 2024 at 22:11
Mark Easingwood
-
Threading a piece if laminated wood
1
2
Started by:
gerry madden
in: Workshop Techniques
- 18
-
26 December 2024 at 22:07
SillyOldDuffer
-
Discussion on the Future Direction of Model Engineer and Workshop
1
2
…
5
6
Started by:
Neil Wyatt
in: Model Engineer.
- 54
-
26 December 2024 at 21:54
Bazyle
-
What did you do Today 2024
1
2
…
21
22
Started by:
JasonB
in: The Tea Room
- 76
-
26 December 2024 at 21:19
Sonic Escape
-
Armortek series 1 landrover kit
1
2
Started by:
Plasma
in: Miscellaneous models
- 7
-
26 December 2024 at 17:53
Plasma
-
A couple of ‘soon to be available in the UK’ lathes that look interesting
1
2
Started by:
Lee Cooper
in: Manual machine tools
- 12
-
26 December 2024 at 15:46
jaCK Hobson
-
Help for DIY lathe build.
Started by:
moogie
in: Help and Assistance! (Offered or Wanted)
- 13
-
26 December 2024 at 11:30
moogie
-
HobbyMat MD65 parts wanted
Started by:
duncan webster 1
in: Manual machine tools
- 4
-
26 December 2024 at 08:31
Roger B
-
Seasons greetings
Started by:
bricky
in: The Tea Room
- 21
-
25 December 2024 at 20:13
Mark Easingwood
-
Swarf build-up
Started by:
gerry madden
in: Workshop Techniques
- 13
-
25 December 2024 at 20:12
old mart
-
Sable 2015 Desktop CNC / engraver
1
2
Started by:
Bazyle
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 9
-
25 December 2024 at 19:36
JasonB
-
How to sort this problem out.
Started by:
Michael Callaghan
in: Workshop Techniques
- 13
-
25 December 2024 at 17:59
noel shelley
-
Condensation Problems in Workshop
1
2
Started by:
John McCulla
in: General Questions
- 24
-
25 December 2024 at 16:57
Chris Crew
-
L5 issue
Started by:
Neil Taylor
in: Beginners questions
- 9
-
25 December 2024 at 16:45
Chris Crew
-
MMBasic versions for Pico2 & Pico2W now available
Started by:
IanT
in: Electronics in the Workshop
- 3
-
25 December 2024 at 11:28
Philip Borland
-
Replacement Motor Wiring
Started by:
Gary Lynch
in: General Questions
- 6
-
25 December 2024 at 11:10
noel shelley
-
New member from belgium
Started by:
davp1971
in: Introduce Yourself – New members start here!
- 3
-
25 December 2024 at 10:09
davp1971
-
Denatured Alcohol fuel alternative
Latest Issues

Newsletter Sign-up
Latest Replies
- Denatured Alcohol fuel alternative
- EV Charging
- Parvalux motor – help please
- Spindle bearings for a Delta drill press
- Stuart Steam Boiler Feed Pump – Cylinder Scrapped
- Ooops! ‘Bye ‘Bye Alibre Atom
- Pencil Sharpener
- Interesting software tool
- Some VERY interesting LED modules
- Threading a piece if laminated wood

