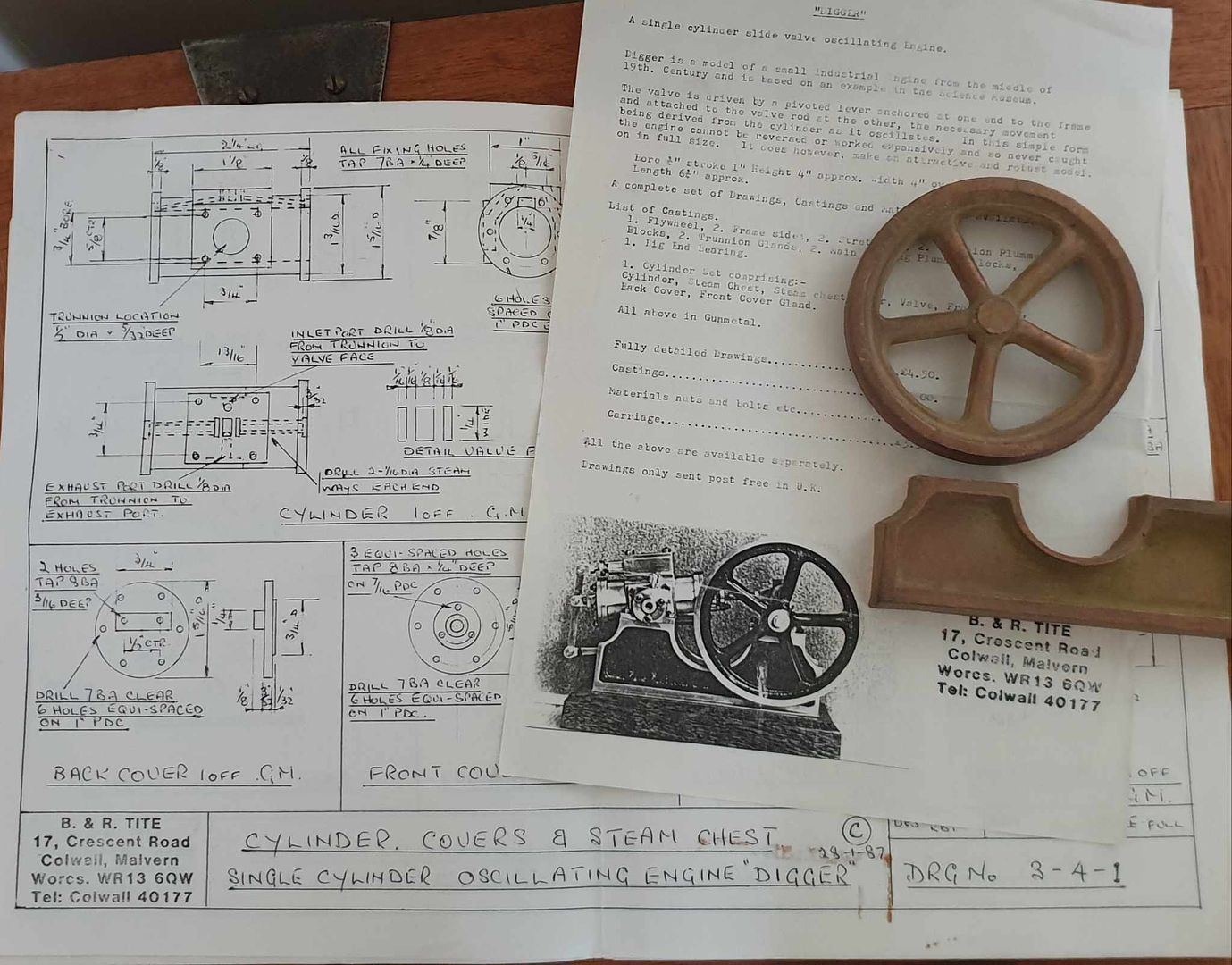
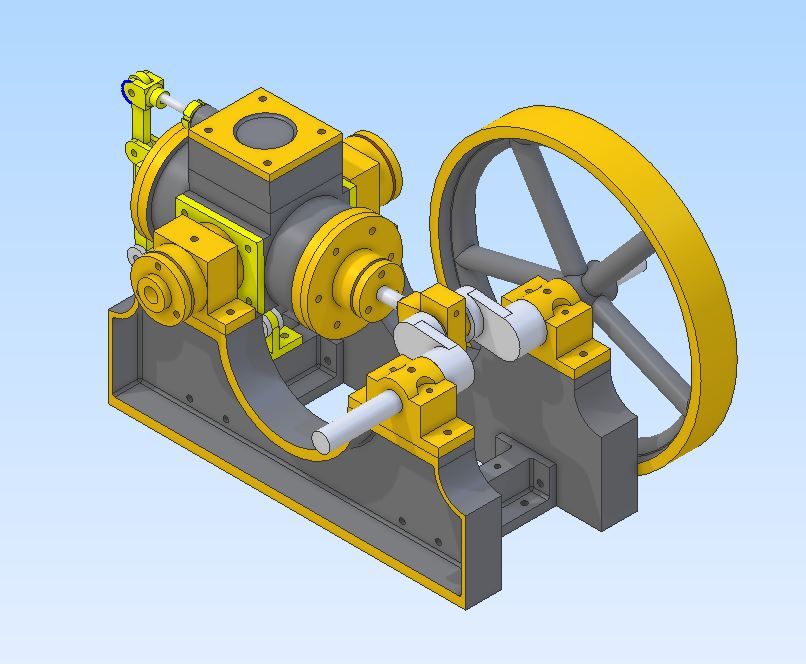
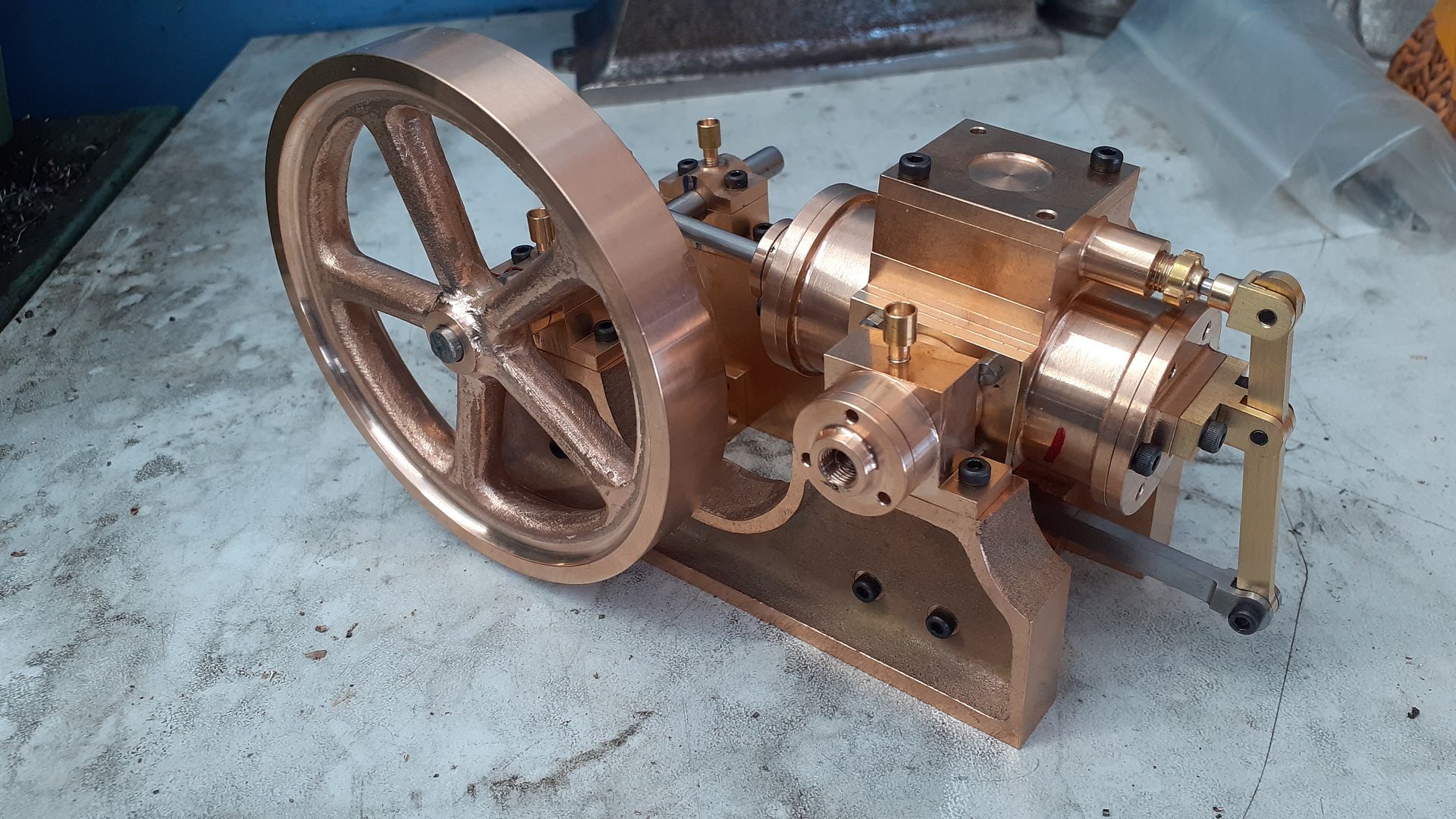
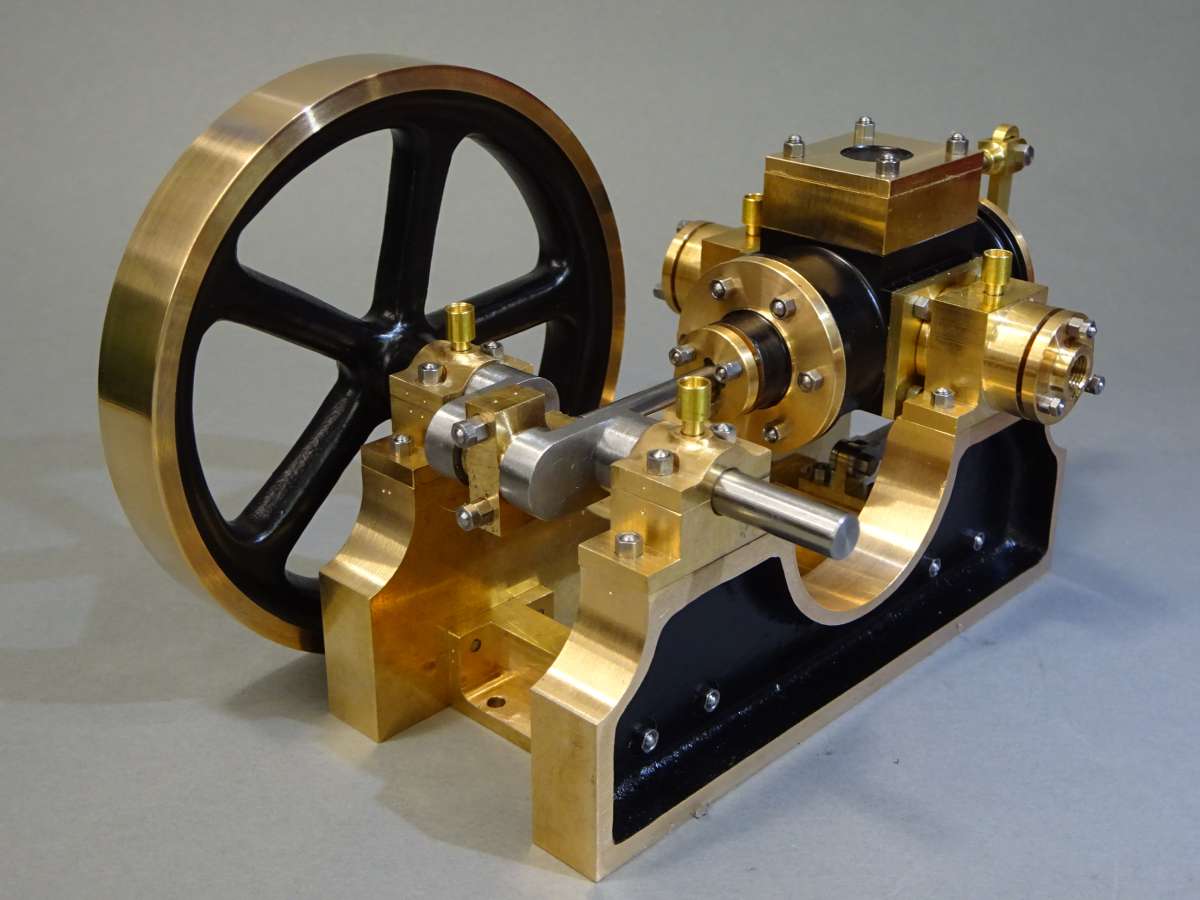
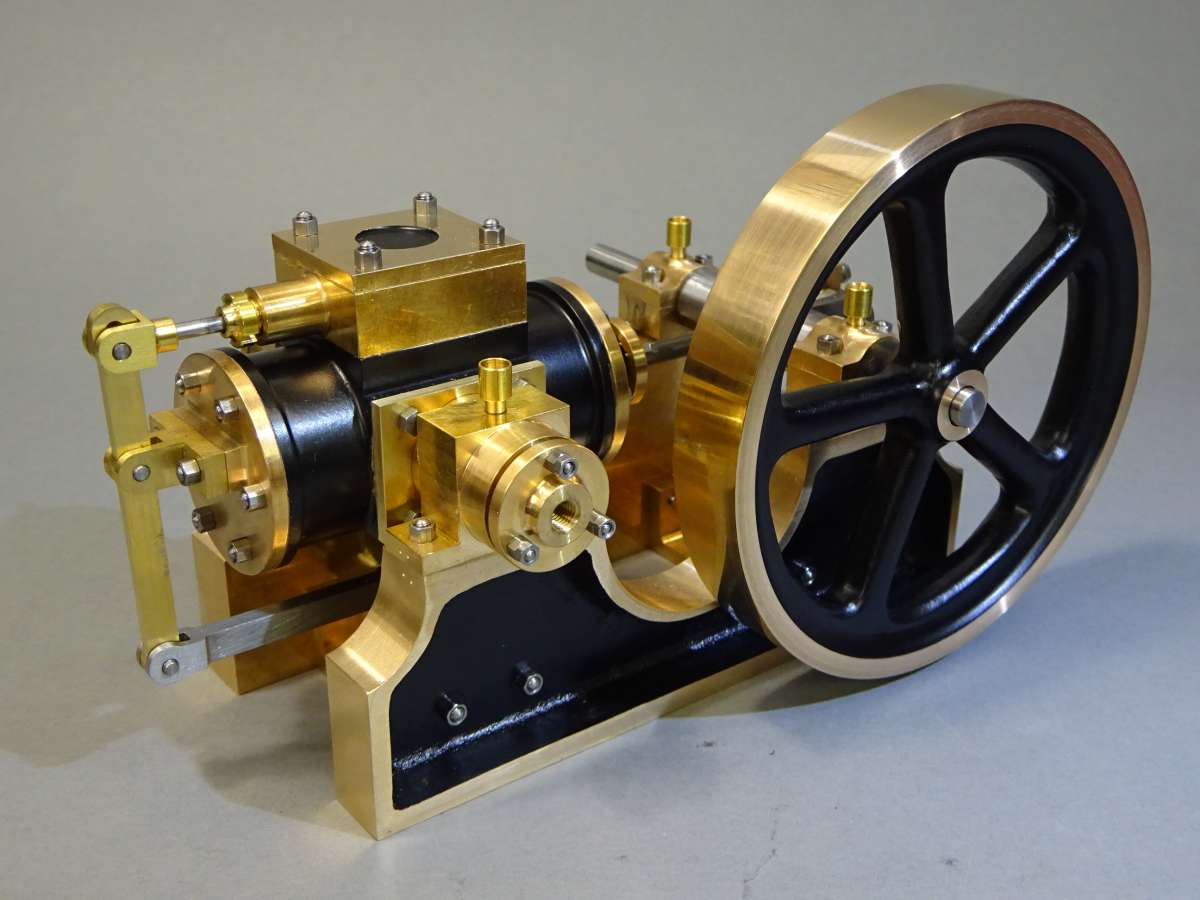
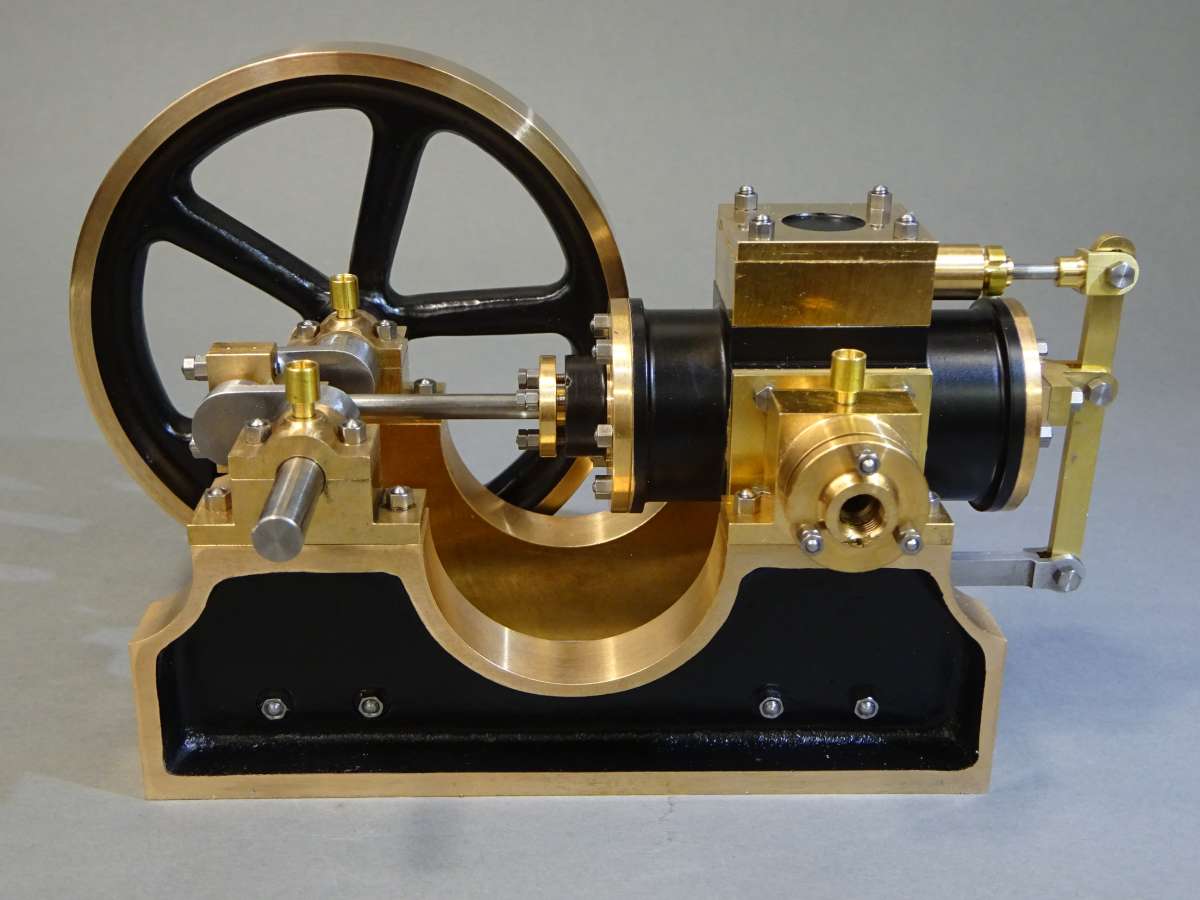
Digger Engine Now Complete
Digger Engine Now Complete
- This topic has 15 replies, 5 voices, and was last updated 2 November 2023 at 23:42 by
 Ady1.
Ady1.
















![20230828_085701[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/5npbexkgq7mtt9819u18b9wzxxiq9uy4.jpg)
![20230828_120923[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/jw2kzn5hns9s5c8qy7xucksm2kiq0uqp.jpg)
![20230828_141931[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/fyjvqjf3q7it7z7m6rhdcumiapu9lpgz.jpg)
![20230828_143704[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/e8pbgjroaiom3ebfibqsb7qemztkr32b.jpg)
![20230902_120905[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/m717xp3od1h5yx84iqld09x4eaj6ls4m.jpg)
![20230903_090011[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/u5xuqgm94t29lo4s698qo71fgtpq5iei.jpg)
![20230903_131849[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/zs8re4dwxcgq96kshzp6u1z4u0m9su8t.jpg)
![20230904_103145[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/rvi29d48yy28yuph9bwu17flfsa756vh.jpg)
![20230904_103157[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/88gj02llmyaaouy1k8pl87m3io6sfo2g.jpg)
![dc[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/679825/1jb9u6e2pxf84ptzy9dsgzk8fqu17swj.jpg)
![20230831_142434[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/5yd0a9kpfndzai4sitzjbym8kz2cfv7x.jpg)
![20230831_150012[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/zrcl12tptg1y0qwd9h0fk8k371bj7dsg.jpg)
![20230902_083916[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/aa6icnreqf32vqd3dgdoskmk1et18sws.jpg)
![20230906_094406[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/p49grtkdn5b1ebkug1jsbnx5cw2m5fw4.jpg)
![20230908_093334[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/0xfrij6yhfcrt9fvnclt343idkgct31o.jpg)
![20230908_093344[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/n65tcq8tjqspphqz4rdl6jiuyy5a6h81.jpg)
![20230908_105042[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/mqajzz08khocmczla5iet9h2x2dlb06m.jpg)
![20230909_080911[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/k7xu25v0vfol7tk3v73eqgum47zd6u2z.jpg)
![20230909_080919[1]](https://www.model-engineer.co.uk/wp-content/uploads/sites/4/hm_bbpui/684053/ci7qaznaop6pxpa3qna9ikpkvsi7e92u.jpg)



- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
DIY Pendulum Timer – GPS-Synced Beat Analyser
1
2
Started by:
 Chris Raynerd 2
in: Clocks and Scientific Instruments
Chris Raynerd 2
in: Clocks and Scientific Instruments
- 7
-
9 April 2025 at 14:01
Bazyle
-
Good quality Jewellers screwdrivers.
Started by:
Andrew Tinsley
in: Workshop Tools and Tooling
- 4
-
9 April 2025 at 13:55
Diogenes
-
Steam pressure using thermistor
1
2
Started by:
michael howarth 1
in: General Questions
- 16
-
9 April 2025 at 13:01
Julie Ann
-
DC Wasp Rebuild
Started by:
William Chitham
in: I/C Engines
- 6
-
9 April 2025 at 09:40
petetwissell
-
24cc DIESEL ENGINE FROM SOLID
Started by:
dean clarke 2
in: I/C Engines
- 9
-
9 April 2025 at 09:37
petetwissell
-
Autodesk Fusion Discount
Started by:
Alan Wood 4
in: CAD – Technical drawing & design
- 4
-
9 April 2025 at 09:32
John Hinkley
-
Measuring increments on boring head
1
2
Started by:
Bill Phinn
in: Workshop Techniques
- 16
-
9 April 2025 at 08:51
JasonB
-
Building Bernard Tekippe’s Precision Regulator
Started by:
Chris Raynerd 2
in: Clocks and Scientific Instruments
- 3
-
9 April 2025 at 07:53
Andrew Crow
-
Half Scale 1/4HP A J Weed Engine
Started by:
JasonB
in: Stationary engines
- 4
-
9 April 2025 at 06:48
Diogenes
-
taper pins
Started by:
Garry Coles
in: General Questions
- 6
-
8 April 2025 at 21:19
Nimble
-
Myford Super 7 restoration problem.
Started by:
Bootlegger Blacky
in: Manual machine tools
- 4
-
8 April 2025 at 20:39
Bootlegger Blacky
-
Damp proofing concrete floors
Started by:
Duff Machinist
in: General Questions
- 15
-
8 April 2025 at 15:56
Chris Crew
-
Contact Details for the family of Alan Barnes
Started by:
Neil Wyatt
in: General Questions
- 1
-
8 April 2025 at 14:05
Neil Wyatt
-
Myford saddle lock issue
Started by:
Andrew Moyes 1
in: Manual machine tools
- 1
-
8 April 2025 at 13:16
Andrew Moyes 1
-
Use horizontal mill as saw for metal?
Started by:
ell81
in: Beginners questions
- 14
-
8 April 2025 at 13:08
Alistair Robertson 1
-
New member old lathe
Started by:
t1krt
in: Introduce Yourself – New members start here!
- 8
-
8 April 2025 at 12:36
parovoz
-
Reader Survey
Started by:
Neil Wyatt
in: Model Engineer & Workshop
- 14
-
8 April 2025 at 12:31
parovoz
-
Easing out the bore of a 3-jaw, s/c chuck
Started by:
Greensands
in: Workshop Tools and Tooling
- 11
-
8 April 2025 at 11:39
Bazyle
-
Machinery Handbook
1
2
Started by:
Dalboy
in: Books
- 32
-
8 April 2025 at 11:30
Bazyle
-
Hammant & Morgan “MINIPACK”
Started by:
Michael Gilligan
in: Electronics in the Workshop
- 3
-
7 April 2025 at 21:46
Michael Gilligan
-
Supply company catalogues
Started by:
nevillet
in: Workshop Tools and Tooling
- 6
-
7 April 2025 at 20:41
vintagengineer
-
Ml10
Started by:
keel
in: Beginners questions
- 6
-
7 April 2025 at 18:56
Roderick Jenkins
-
Smart Meters or Not so Smart Companies?
Started by:
Alistair Robertson 1
in: The Tea Room
- 2
-
7 April 2025 at 18:36
Clive Brown 1
-
Morse Key
Started by:
Steve Withnell
in: Work In Progress and completed items
- 5
-
7 April 2025 at 15:40
Steve Withnell
-
Elliott Omnimill Quill Clamp
Started by:
dangermouse
in: Manual machine tools
- 5
-
7 April 2025 at 11:54
dangermouse
-
DIY Pendulum Timer – GPS-Synced Beat Analyser
1
2
Latest Issue

Newsletter Sign-up
Latest Replies
- DIY Pendulum Timer – GPS-Synced Beat Analyser
- Good quality Jewellers screwdrivers.
- Steam pressure using thermistor
- DC Wasp Rebuild
- 24cc DIESEL ENGINE FROM SOLID
- Autodesk Fusion Discount
- Measuring increments on boring head
- Building Bernard Tekippe’s Precision Regulator
- Half Scale 1/4HP A J Weed Engine
- taper pins

