CHUKY Flame Licker Build
CHUKY Flame Licker Build
- This topic has 42 replies, 10 voices, and was last updated 23 December 2020 at 07:41 by
 JasonB.
JasonB.
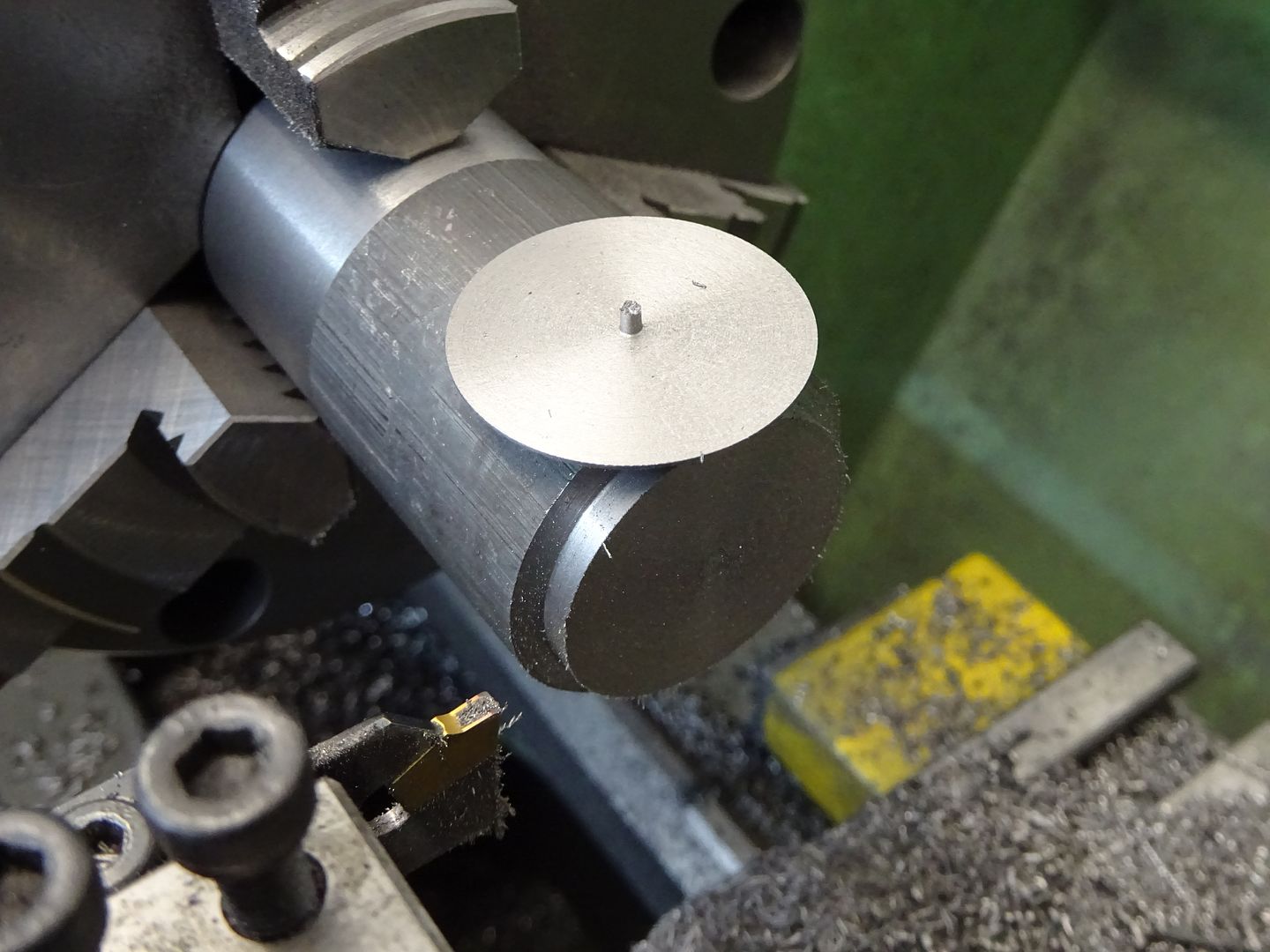

 holes at right angles to each other. Back into the lathe and drill and tap the M3 hole before parting off.
holes at right angles to each other. Back into the lathe and drill and tap the M3 hole before parting off.




- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Injectors
Started by:
pansy123
in: General Questions
- 5
-
2 July 2025 at 23:03
Michael Gilligan
-
Twin Engineering’s heavy mill/drill quill removal
Started by:
Martin of Wick
in: Manual machine tools
- 8
-
2 July 2025 at 22:57
Martin of Wick
-
Pattern Makers Vice
Started by:
Vic
in: The Tea Room
- 7
-
2 July 2025 at 21:51
KEITH BEAUMONT
-
J&S grinder – belt which way ?
Started by:
gerry madden
in: Manual machine tools
- 7
-
2 July 2025 at 21:44
not done it yet
-
Meddings MF4 Manual
Started by:
Richard Kirkman 1
in: Help and Assistance! (Offered or Wanted)
- 11
-
2 July 2025 at 21:38
Richard Kirkman 1
-
Haining vertical dairy engine boiler.
Started by:
apprentice
in: Beginners questions
- 3
-
2 July 2025 at 20:52
JasonB
-
Speed camera
1
2
Started by:
David George 1
in: The Tea Room
- 20
-
2 July 2025 at 20:01
Plasma
-
Motor won’t start
Started by:
Rowan Sylvester-Bradley
in: Beginners questions
- 9
-
2 July 2025 at 17:30
larry phelan 1
-
IME Watchmakers lathe
Started by:
Greensands
in: Manual machine tools
- 11
-
1 July 2025 at 21:41
Dave S
-
Request for a Slot to be Milled in a Shaft
Started by:
James Alford
in: Help and Assistance! (Offered or Wanted)
- 9
-
1 July 2025 at 21:03
bernard towers
-
Bearing boxes for ball race
Started by:
Paul McDonough
in: Beginners questions
- 9
-
1 July 2025 at 21:02
Paul McDonough
-
The Stevenson Trophy – Entries Invited
Started by:
Neil Wyatt
in: Website Announcements
- 1
-
1 July 2025 at 18:44
Neil Wyatt
-
The Bradford Cup – Nominations Wanted
Started by:
Neil Wyatt
in: Website Announcements
- 1
-
1 July 2025 at 18:41
Neil Wyatt
-
FreeCAD v1.0 tutorials
1
2
3
Started by:
Michael Gilligan
in: CAD – Technical drawing & design
- 12
-
1 July 2025 at 18:31
Speedy Builder5
-
All things Beaver Mill
1
2
…
8
9
Started by:
Robert James 3
in: Manual machine tools
- 43
-
1 July 2025 at 18:22
Charles Lamont
-
Dial test indicator vs Dial indicator
Started by:
martian
in: Workshop Tools and Tooling
- 17
-
1 July 2025 at 16:59
Clive Foster
-
Help for DIY lathe build.
1
2
Started by:
moogie
in: Help and Assistance! (Offered or Wanted)
- 16
-
1 July 2025 at 15:21
David Senior
-
Firth Valve Gear
Started by:
Andy Stopford
in: Traction engines
- 9
-
1 July 2025 at 12:59
Nigel Graham 2
-
M type top slide conversion??
Started by:
jimmyjaffa
in: Beginners questions
- 7
-
1 July 2025 at 11:35
David George 1
-
Offen screw type telescopic gauge.
Started by:
Graeme Seed
in: Workshop Tools and Tooling
- 4
-
1 July 2025 at 10:41
Graeme Seed
-
2 Machine lights
Started by:
modeng2000
in: Workshop Tools and Tooling
- 2
-
1 July 2025 at 08:57
Dalboy
-
New member looking for help
Started by:
manfromthemist
in: Introduce Yourself – New members start here!
- 11
-
1 July 2025 at 08:19
Juddy
-
Wiring up a single phase AC motor with 4 wires
Started by:
ell81
in: Beginners questions
- 6
-
30 June 2025 at 19:49
Howard Lewis
-
New (old!) member
Started by:
iansoady
in: Introduce Yourself – New members start here!
- 3
-
30 June 2025 at 19:30
Howard Lewis
-
Boiler Design – issue 4765
1
2
…
7
8
Started by:
Charles Lamont
in: Model Engineer & Workshop
- 26
-
30 June 2025 at 12:58
Paul Kemp
-
Injectors


