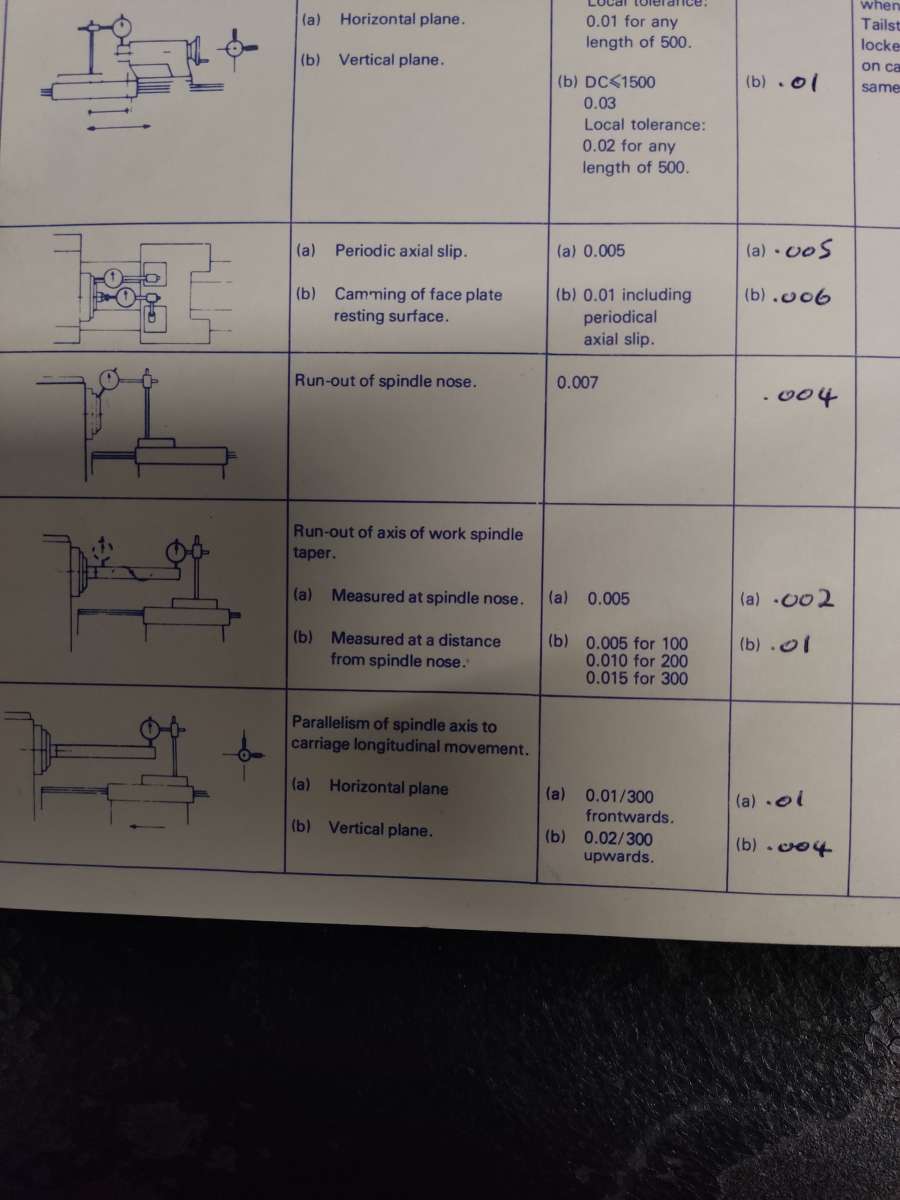
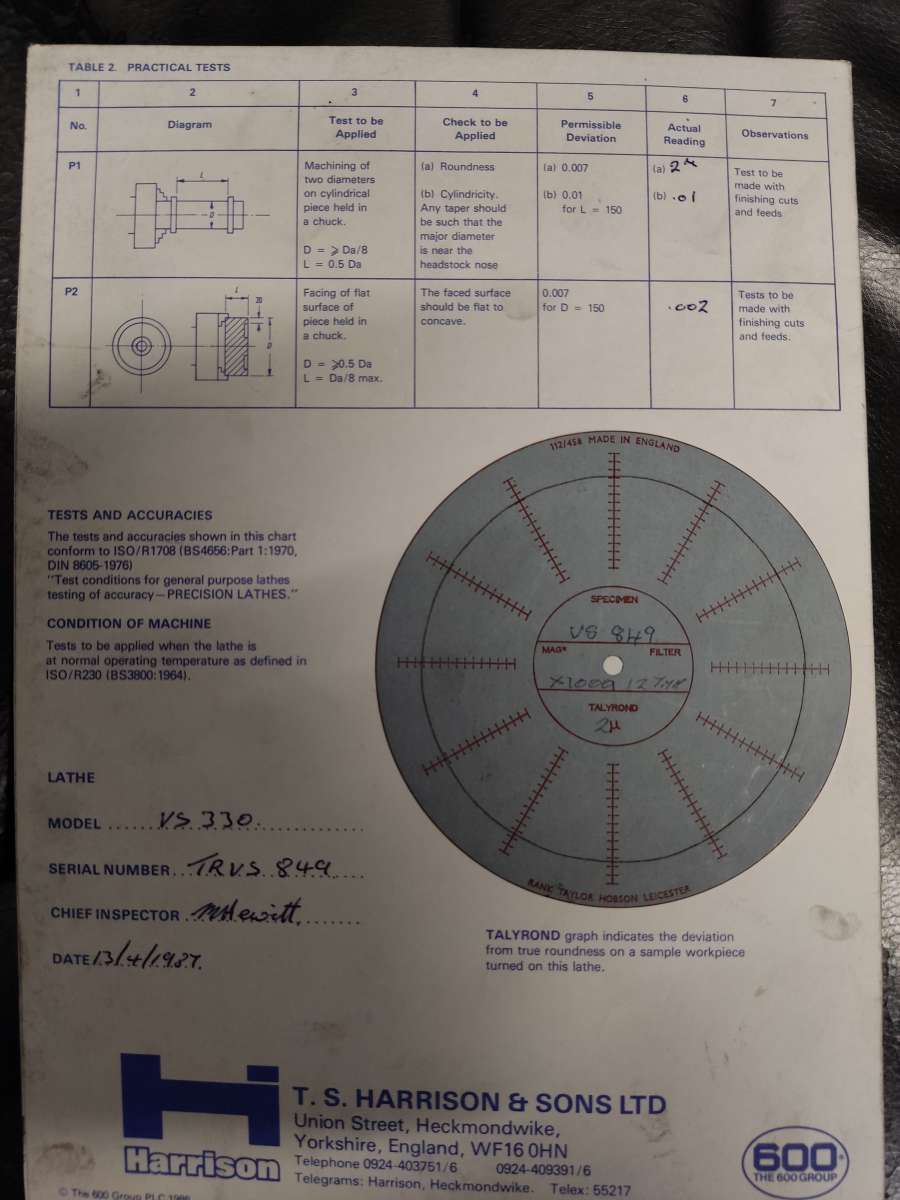
Boxford 280 lathe run out.
Boxford 280 lathe run out.
- This topic has 18 replies, 12 voices, and was last updated 26 January 2024 at 01:40 by
 Pete.
Pete.

- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Drunk driver broke my workshop!
1
2
Started by:
stew 1
in: The Tea Room
- 14
-
23 May 2025 at 20:09
stew 1
-
Which to buy; Warco GH Universal vs Weiss VM32H Mill
Started by:
thisdesignedthat
in: Manual machine tools
- 8
-
23 May 2025 at 19:47
Vic
-
Pinnacle milling machine
Started by:
acklam65
in: Help and Assistance! (Offered or Wanted)
- 7
-
23 May 2025 at 19:41
Clive Brown 1
-
Aliphatic glue removal/separation
Started by:
Mike Joseph
in: Model Boats
- 4
-
23 May 2025 at 19:37
Mike Joseph
-
Quill Mounted DTI Holder?
Started by:
Bo’sun
in: Workshop Tools and Tooling
- 4
-
23 May 2025 at 19:22
bernard towers
-
‘STIFF’ Compound Slide
Started by:
kevian64
in: Beginners questions
- 10
-
23 May 2025 at 19:13
kevian64
-
2inch Fowler plans
Started by:
bob53page
in: Traction engines
- 5
-
23 May 2025 at 18:05
bob53page
-
Wyvern Engine
Started by:
Dave C
in: Help and Assistance! (Offered or Wanted)
- 6
-
23 May 2025 at 18:02
John Purdy
-
Kennet Tool and Cutter Grinder
Started by:
bankcottage15
in: Manual machine tools
- 3
-
23 May 2025 at 17:53
bankcottage15
-
Hints and tips
Started by:
larry phelan 1
in: Hints And Tips for model engineers
- 3
-
23 May 2025 at 17:47
Bo’sun
-
What Did You Do Today 2025
1
2
…
4
5
Started by:
JasonB
in: The Tea Room
- 29
-
23 May 2025 at 17:35
Diogenes
-
Building Bernard Tekippe’s Precision Regulator
1
2
…
4
5
Started by:
Chris Raynerd 2
in: Clocks and Scientific Instruments
- 14
-
23 May 2025 at 17:34
Chris Raynerd 2
-
Is a tool & cutter grinder worth having?
1
2
3
Started by:
Brian H
in: General Questions
- 40
-
23 May 2025 at 15:15
Tony Pratt 1
-
“What about the drains in Finchley?”
Started by:
Plasma
in: The Tea Room
- 8
-
23 May 2025 at 15:07
Plasma
-
Contact Details for Matt Jeffrey
Started by:
Neil Wyatt
in: General Questions
- 1
-
23 May 2025 at 10:50
Neil Wyatt
-
Stuart Twin Victoria (Princess Royal) Mill Engine
1
2
…
50
51
Started by:
Dr_GMJN
in: Work In Progress and completed items
- 34
-
23 May 2025 at 09:21
bernard towers
-
Amadeal VM25L Uneven Motor Brush Wear
1
2
Started by:
Richard Kirkman 1
in: Help and Assistance! (Offered or Wanted)
- 13
-
23 May 2025 at 09:11
Richard Kirkman 1
-
Not unexpected, but is it predictable ?
1
2
Started by:
Michael Gilligan
in: 3D Printers and 3D Printing
- 10
-
23 May 2025 at 07:27
Michael Gilligan
-
Boxford Cud or ML7
1
2
Started by:
Trevor Howley
in: General Questions
- 17
-
22 May 2025 at 20:13
Bazyle
-
Countersinking carbon fibre sheet with my Sieg CNC Mill
Started by:
Sarah F
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 7
-
22 May 2025 at 19:06
Sarah F
-
Kennedy Hexacut machine hacksaw
1
2
Started by:
Leo F Byrne 1
in: Help and Assistance! (Offered or Wanted)
- 18
-
22 May 2025 at 17:56
Waggonerman
-
Suitable fuel for boll aero engine
Started by:
half whit
in: I/C Engines
- 7
-
22 May 2025 at 13:39
KEITH BEAUMONT
-
Help and advice please
Started by:
acklam65
in: Beginners questions
- 7
-
22 May 2025 at 10:47
Pete
-
Colchester Chipmaster Clutch question
Started by:
Peter_H
in: Manual machine tools
- 2
-
22 May 2025 at 10:43
Pete
-
Tungsten Contact Points
Started by:
Durhambuilder
in: I/C Engines
- 11
-
22 May 2025 at 09:53
Graham Meek
-
Drunk driver broke my workshop!
1
2


