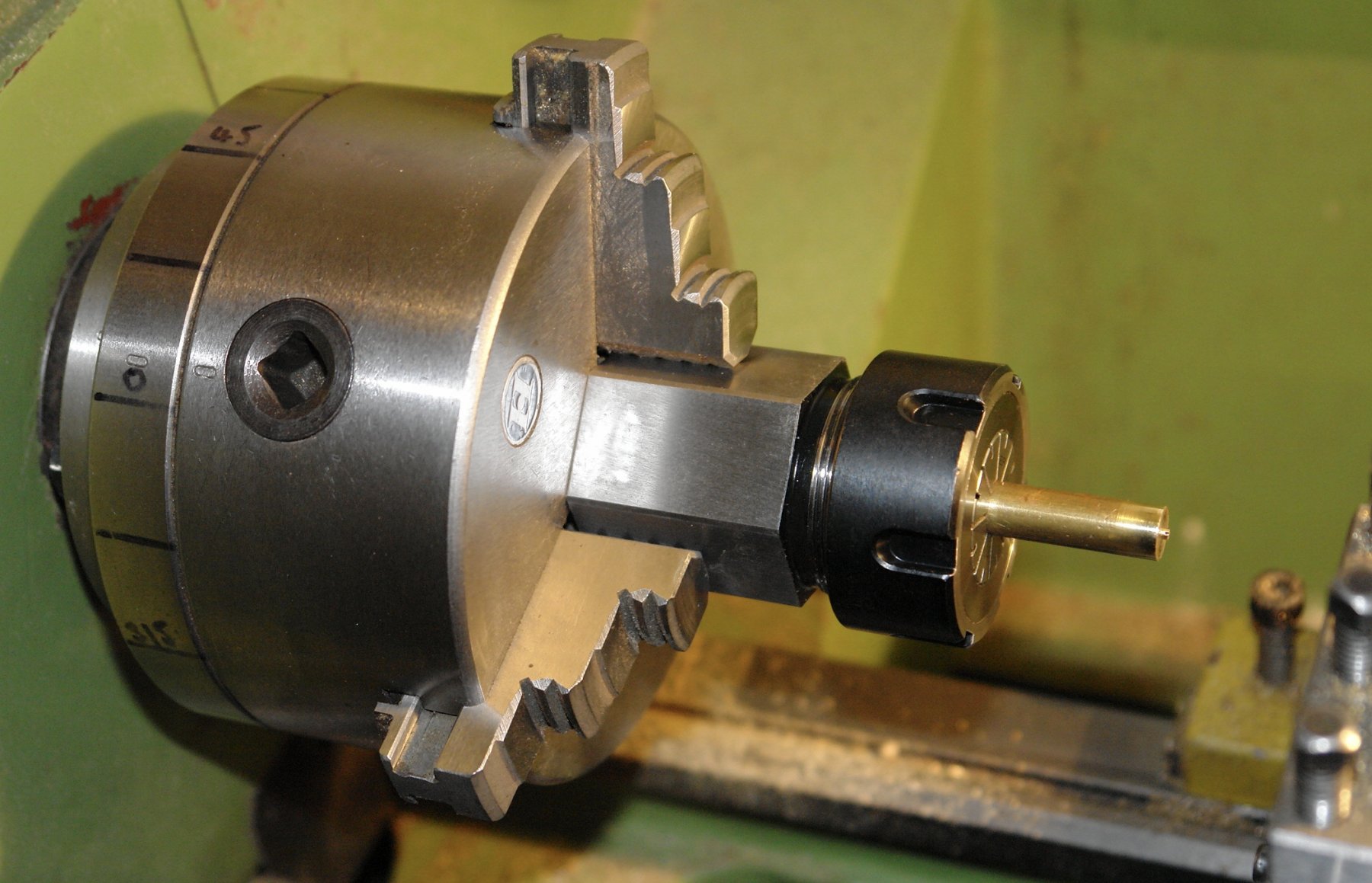
Mounting then re-mounting material in a lathe
Mounting then re-mounting material in a lathe
- This topic has 15 replies, 13 voices, and was last updated 25 December 2023 at 16:52 by
 bernard towers.
bernard towers.
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Sieg KX3 USB
Started by:
Matt Harrington
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 2
-
10 January 2025 at 23:32
Matt Harrington
-
Bars for Boring Head
Started by:
adamcowman
in: Workshop Tools and Tooling
- 12
-
10 January 2025 at 23:18
Vic
-
Subscriptions – Going Forward
1
2
3
4
Started by:
JasonB
in: Subscription issues and Digital magazines
- 30
-
10 January 2025 at 22:17
Nigel Graham 2
-
Spring material advice needed
Started by:
old mart
in: Materials
- 13
-
10 January 2025 at 22:08
Bill Phinn
-
Mill Power feed unit.
1
2
3
Started by:
Taf_Pembs
in: Manual machine tools
- 20
-
10 January 2025 at 22:03
Bill Phinn
-
Had Another Go
1
2
…
4
5
Started by:
Nigel Graham 2
in: CAD – Technical drawing & design
- 19
-
10 January 2025 at 22:02
Nigel Graham 2
-
Discussion on the Future Direction of Model Engineer and Workshop
1
2
…
8
9
Started by:
Neil Wyatt
in: Model Engineer.
- 60
-
10 January 2025 at 21:45
duncan webster 1
-
Lurker looking to help somone
Started by:
peterhod
in: Introduce Yourself – New members start here!
- 4
-
10 January 2025 at 20:35
old mart
-
What Did You Do Today 2025
Started by:
JasonB
in: The Tea Room
- 11
-
10 January 2025 at 20:21
Nigel Graham 2
-
Internal thread & taper in same hole
Started by:
Dell
in: Workshop Techniques
- 9
-
10 January 2025 at 19:49
Andrew Crow
-
Adhesive/cement required for a ceramic insulator
1
2
Started by:
Greensands
in: The Tea Room
- 19
-
10 January 2025 at 19:42
Andrew Tinsley
-
Coal
1
2
Started by:
Michael Callaghan
in: General Questions
- 19
-
10 January 2025 at 16:01
SillyOldDuffer
-
New by looking for recommendations
Started by:
bryanhoc
in: Introduce Yourself – New members start here!
- 6
-
10 January 2025 at 15:13
bernard towers
-
Brian’s 1″ Minnie Traction Engine
1
2
…
12
13
Started by:
Brian Abbott
in: Traction engines
- 37
-
10 January 2025 at 13:14
JasonB
-
New 3D Resin Printer
Started by:
Julie Ann
in: 3D Printers and 3D Printing
- 3
-
10 January 2025 at 11:02
Julie Ann
-
Who stole my wallpaper paste ???
Started by:
Speedy Builder5
in: The Tea Room
- 13
-
10 January 2025 at 04:56
Alan Charleston
-
Ash vacuum purchase recommendations?
Started by:
jon hill 3
in: The Tea Room
- 13
-
9 January 2025 at 23:15
howardb
-
Archive access going forward
Started by:
Peter Cook 6
in: Subscription issues and Digital magazines
- 3
-
9 January 2025 at 20:37
Martin Kyte
-
Unkown micrometer manufacturer
Started by:
Tomk
in: Workshop Tools and Tooling
- 9
-
9 January 2025 at 18:43
SillyOldDuffer
-
EMCO MAXIMAT V10 LATHE
Started by:
MickB
in: General Questions
- 13
-
9 January 2025 at 18:40
Neil Lickfold
-
Eclipse Replica
Started by:
paul rayner
in: Stationary engines
- 2
-
9 January 2025 at 18:39
paul rayner
-
Arduino Uno: Missing Libraries
1
2
Started by:
James Alford
in: Electronics in the Workshop
- 7
-
9 January 2025 at 18:04
James Alford
-
DeWalt Organiser
Started by:
Vic
in: The Tea Room
- 2
-
9 January 2025 at 16:32
Vic
-
Retired steam engineer
Started by:
daisytwoduffs
in: Introduce Yourself – New members start here!
- 7
-
9 January 2025 at 15:03
Jon Lawes
-
Help for DIY lathe build.
Started by:
moogie
in: Help and Assistance! (Offered or Wanted)
- 15
-
9 January 2025 at 05:38
Pete
-
Sieg KX3 USB
Latest Issues
Newsletter Sign-up
Latest Replies

