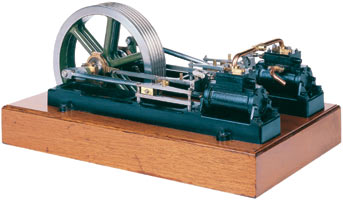
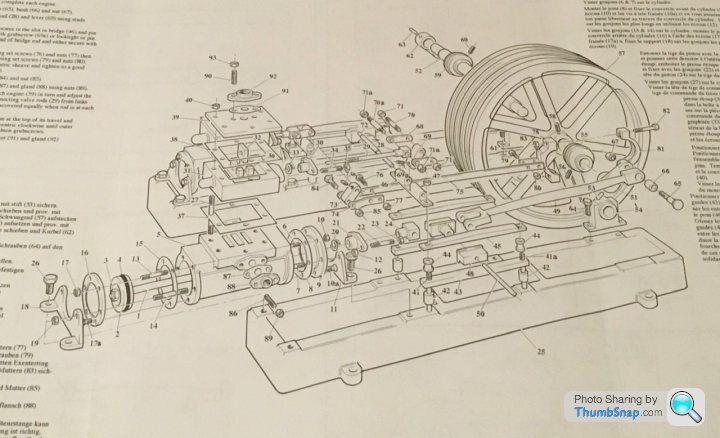
Stuart Twin Victoria (Princess Royal) Mill Engine
Stuart Twin Victoria (Princess Royal) Mill Engine
- This topic has 1,205 replies, 32 voices, and was last updated 3 September 2024 at 08:49 by
 Martin Connelly.
Martin Connelly.


- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Nominal sizes?
Started by:
Bo’sun
in: Workshop Tools and Tooling
- 6
-
9 November 2024 at 13:06
JasonB
-
Estimated value of restored lathes
Started by:
harmond94
in: General Questions
- 9
-
9 November 2024 at 12:33
mgnbuk
-
Anyone interested in sharing a space?
Started by:
harmond94
in: Help and Assistance! (Offered or Wanted)
- 1
-
9 November 2024 at 12:27
harmond94
-
Tool room humour
Started by:
Ian Johnson 1
in: The Tea Room
- 16
-
9 November 2024 at 12:18
Ian Johnson 1
-
a more unusual hobby shed find
1
2
Started by:
pgk pgk
in: The Tea Room
- 22
-
9 November 2024 at 12:17
Vic
-
Tap alignment in the mill and lathe?
1
2
Started by:
Bo’sun
in: Workshop Tools and Tooling
- 18
-
9 November 2024 at 12:08
Bo’sun
-
Trapezoidal tap drill size ?
Started by:
jim1956
in: Beginners questions
- 3
-
9 November 2024 at 12:07
Clive Foster
-
Myford 4-slot vertical slide & vice
Started by:
flatline
in: Beginners questions
- 12
-
9 November 2024 at 10:43
Nicholas Farr
-
Another One Gone!
Started by:
Chris Crew
in: The Tea Room
- 15
-
9 November 2024 at 10:42
Circlip
-
Provenance
Started by:
Martin Kyte
in: The Tea Room
- 2
-
9 November 2024 at 09:50
noel shelley
-
Spring material advice needed
Started by:
old mart
in: Materials
- 6
-
9 November 2024 at 08:57
Andrew Crow
-
Universal Machine Tool
Started by:
Vic
in: The Tea Room
- 7
-
8 November 2024 at 16:42
Steam of Steel
-
Boll Aero18 Drawings
Started by:
Clive Brown 1
in: I/C Engines
- 4
-
8 November 2024 at 15:44
JasonB
-
Shipping deliveries – USA style – video
Started by:
Bazyle
in: The Tea Room
- 5
-
8 November 2024 at 15:07
old fool
-
Electromagnets (Split From Stuart Dynamo)
1
2
3
Started by:
SillyOldDuffer
in: Beginners questions
- 15
-
8 November 2024 at 13:39
duncan webster 1
-
Horizontal Mill Identification
Started by:
Mike Freeman
in: Workshop Tools and Tooling
- 1
-
8 November 2024 at 13:27
Mike Freeman
-
Alternative to Bronze?
Started by:
Vic
in: Materials
- 11
-
8 November 2024 at 11:01
peak4
-
Dull men
Started by:
old fool
in: The Tea Room
- 7
-
8 November 2024 at 09:39
vic newey
-
Motor Carbon Brushes
Started by:
David Deaville
in: General Questions
- 8
-
8 November 2024 at 09:37
Howi
-
Stuck Tich piston
1
2
Started by:
Mark Salzedo 1
in: Beginners questions
- 14
-
7 November 2024 at 22:59
Mark Salzedo 1
-
Which steel for studs?
Started by:
John McCulla
in: Materials
- 15
-
7 November 2024 at 22:54
noel shelley
-
Scroll Saw Blades for Steel
Started by:
James Alford
in: Workshop Tools and Tooling
- 1
-
7 November 2024 at 22:05
James Alford
-
Another, What is it?
Started by:
Ian P
in: The Tea Room
- 3
-
7 November 2024 at 20:57
Ian P
-
YouTube Video Series on building the Tich
Started by:
Mark Salzedo 1
in: Suggested Online Resources
- 1
-
7 November 2024 at 20:24
Mark Salzedo 1
-
Gasless MIG
Started by:
Speedy Builder5
in: Workshop Techniques
- 9
-
7 November 2024 at 20:18
Nicholas Farr
-
Nominal sizes?